本文主要是介绍openpnp - 增加散料飞达,希望对大家解决编程问题提供一定的参考价值,需要的开发者们随着小编来一起学习吧!
文章目录
- openpnp - 增加散料飞达
- 概述
- 笔记
- 飞达在设备上的放置方向
- 编带料在飞达中的方向
- 将相机移动到飞达料的第一孔的中心
- 捕获保存第1孔中心
- 编带设置
- 测试相机位置是否正确
- 测试吸嘴的位置是否正确
- 将吸嘴回到安全位置
- 测试是否能正确抓料
- 参考长条形料的方向问题
- 找不到定位孔的问题
- END
openpnp - 增加散料飞达
概述
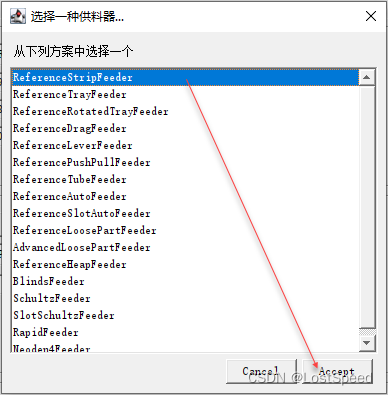
使用openpnp 2.0, 增加一个散料飞达.
笔记

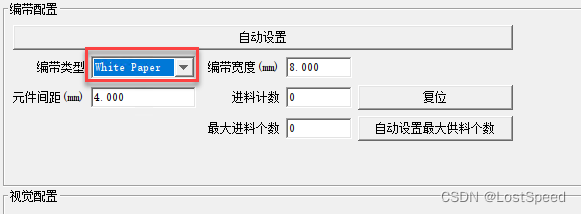
选择编带类型为白纸
按照自己散料飞达的实际长度(我的这个8mm散料飞达长度150mm), 剪出一段合适长度(150mm)的编带料(不要撕开编带, 将料插入飞达, 等飞达设置完了, 准备实际贴片了, 再撕开编带, 否则料就浪费了, 一旦撕开编带, 料就无法回收了, 只能丢掉或留在飞达上给下一次贴片用).

飞达在设备上的放置方向
面对设备正面, 坐标为Y向上为+, X向右为+
飞达放置方向箭头朝向Y+
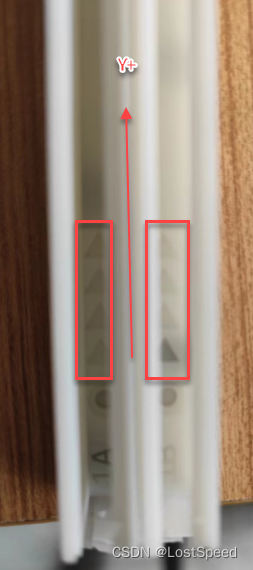
编带料在飞达中的方向
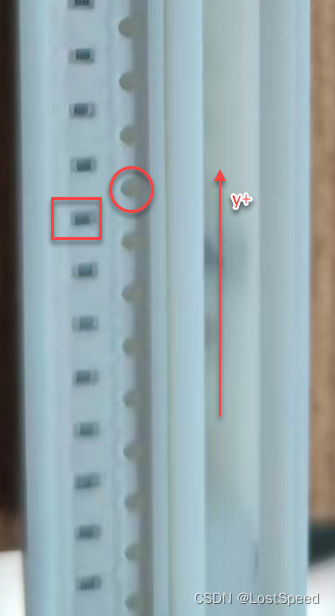
编带插入时, 定位孔在右边.
相机定位料的位置的是用定位孔, 吸嘴落在定位孔左下的料上. 只要这样正确方向插入料, 用相机定位好飞达上的编带第一控和最后一孔, 用吸嘴取料时, 就可以正好落在定位孔左下方的料上.
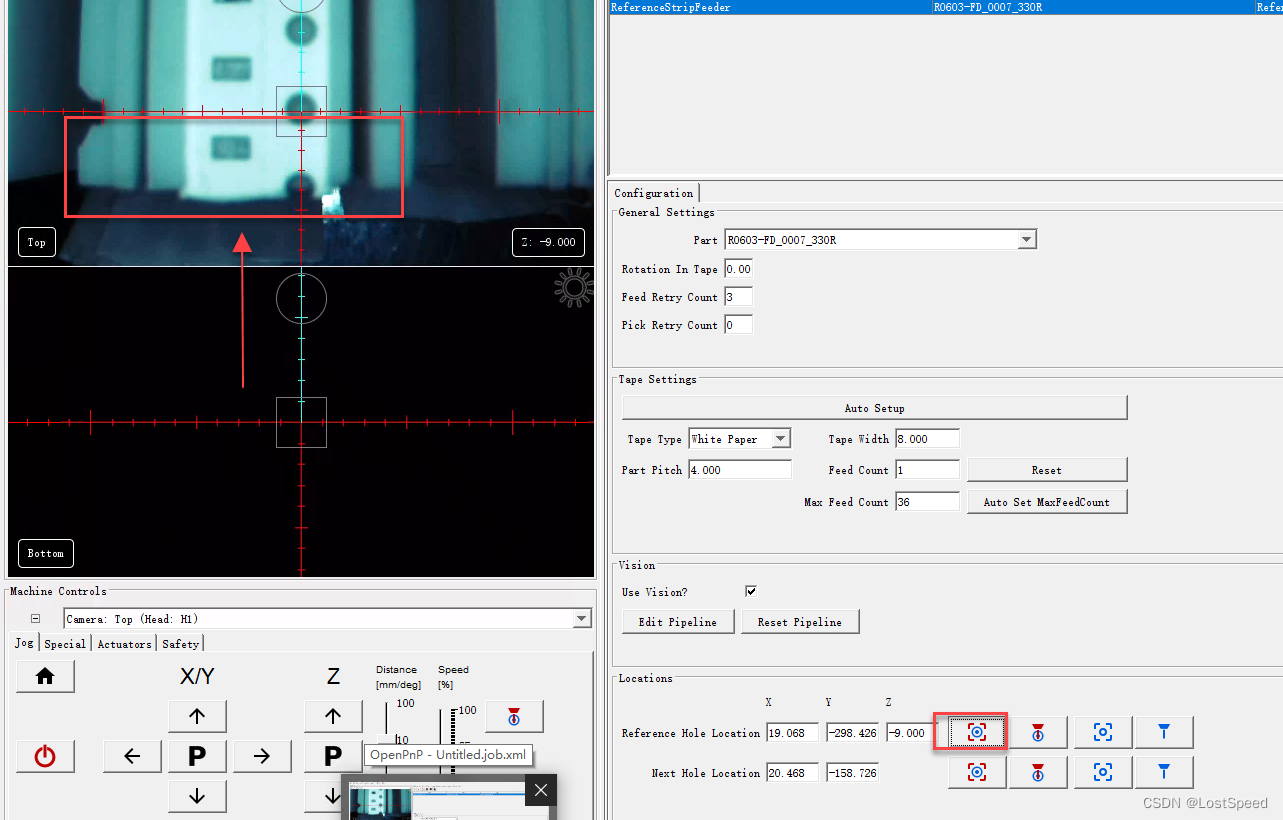
将相机移动到飞达料的第一孔的中心
在相机视窗中, 滚动鼠标中键, 可以缩放, 用openpnp的移动按钮(步长选0.01, 0.001mm), 将相机中心落在第一孔中心.
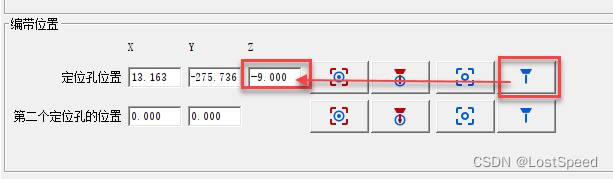
捕获保存第1孔中心
此时, 只是X/Y方向对齐了, 等吸嘴用的时候, 要落下去才能吸到元件. Z方向的高度添-9或-10mm, 或者用openpnp软件提供的功能来测量元件高度离吸嘴距离是多少?
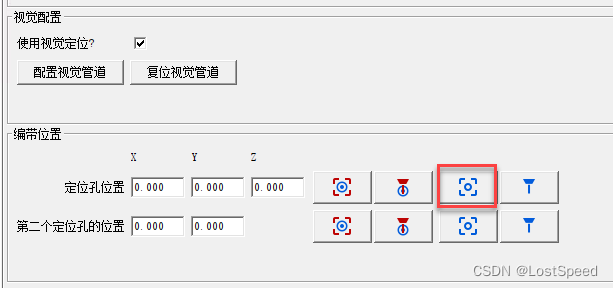
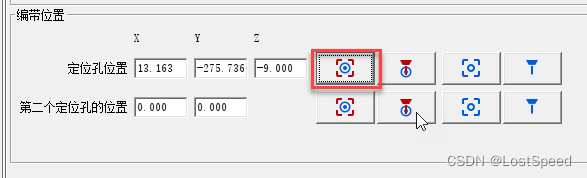
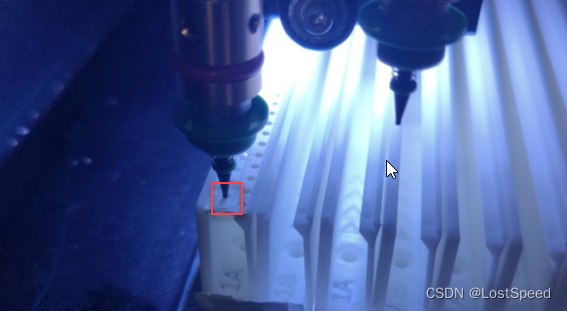
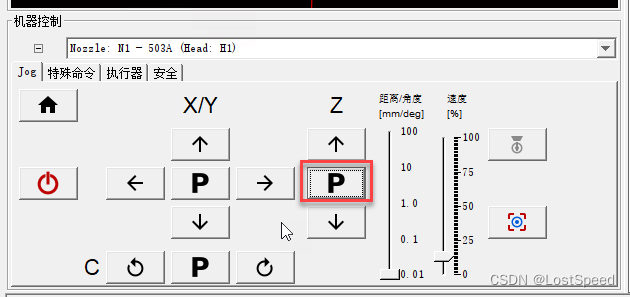
点击第2个按钮, 移动吸嘴到定位孔的上方
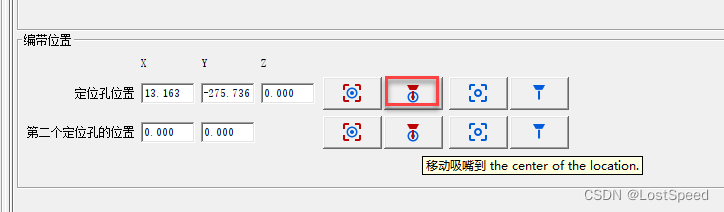
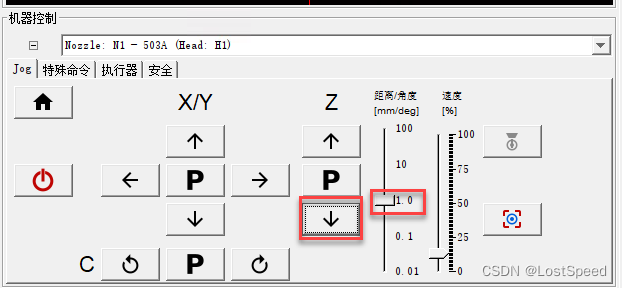
用Jog面板的Z方向移动按钮, 将吸嘴降到定位孔表面(每次降1mm), 垫一张纸条, 抽拉, 直到有摩擦感, 就说明吸嘴已经降到编带(元件)的平面上了.

捕获吸嘴到编带(元件)表面的Z高度
点击右下角应用按钮.
将相机移动到定位孔上
用Jog面板的Y方向移动, 然后微调, 将相机落在最后一孔上.
同理, 将最后一孔的X,Y,Z的值都设置完.
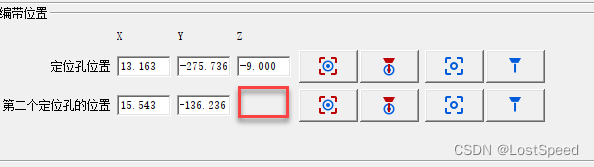
可以看到最后一孔并没有Z高度, 而是采用的是第一孔的Z高度.
说明, 设备工作台面的平行度是设备硬件来保证的.
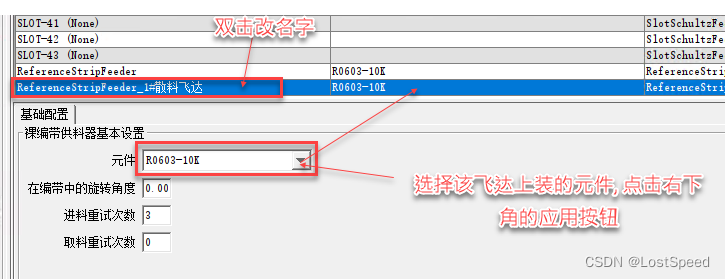
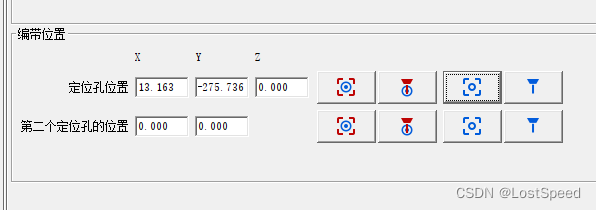
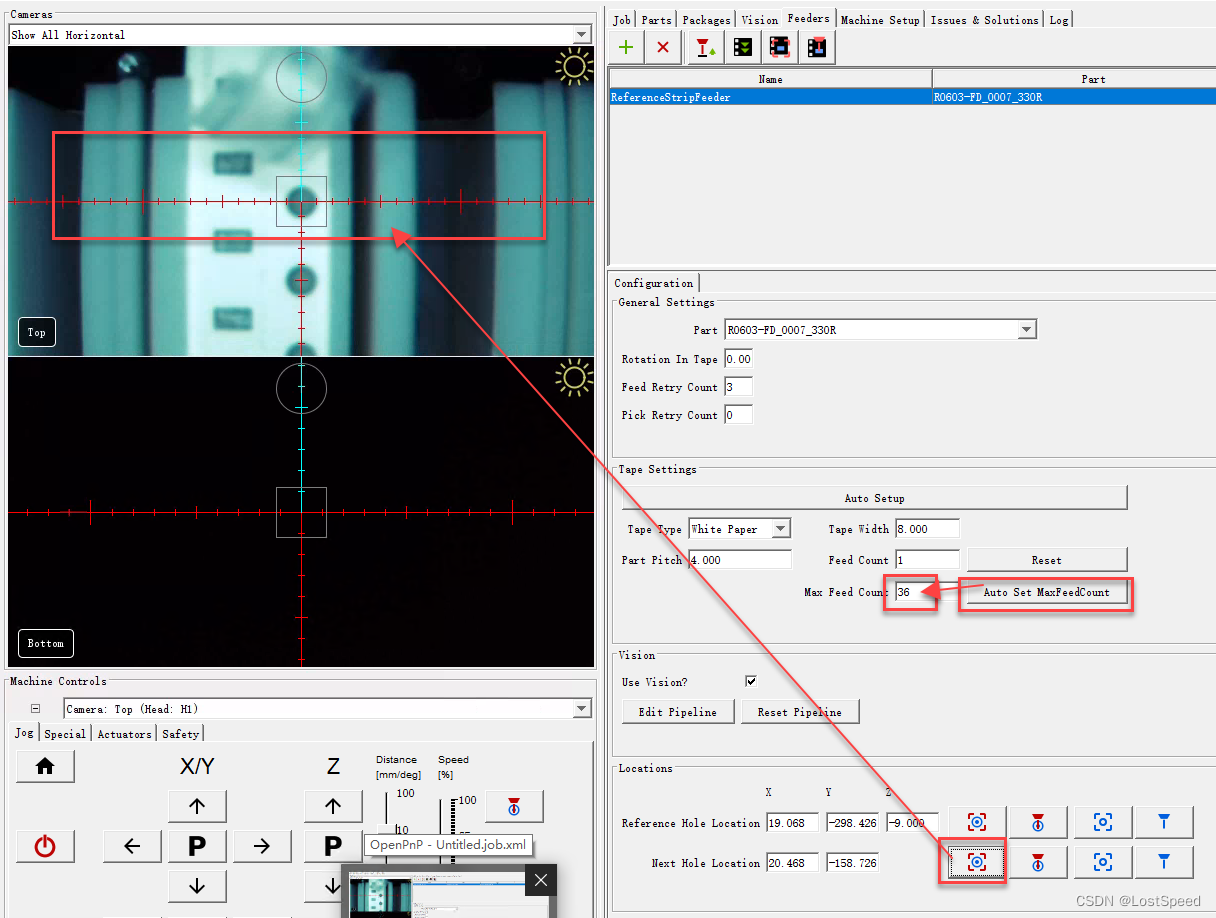
编带设置
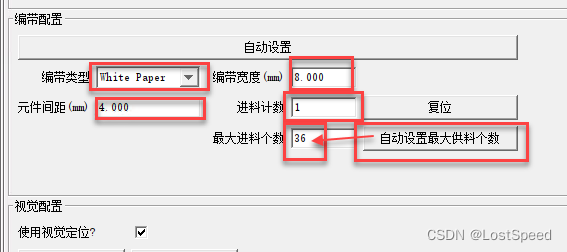
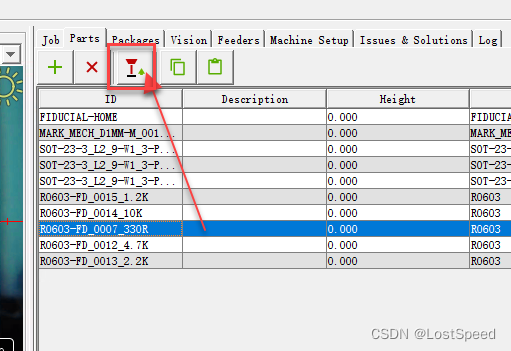
编带宽度, 元件间距 都按照实际编带设置.
进料计数填1
点击自动设置最大供料个数, 可以自动计算出这段料带上的元件个数.
点击应用按钮, 保存修改.
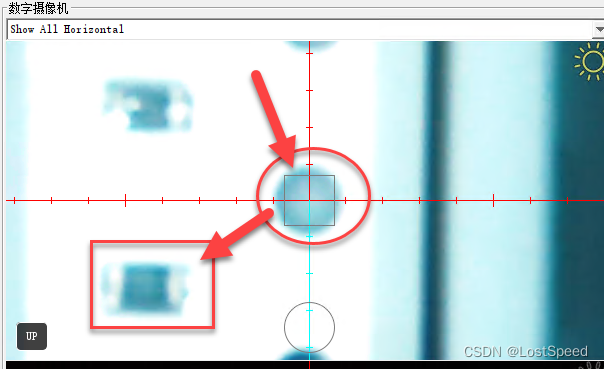
测试相机位置是否正确

移动相机到当前料槽, 可以看到相机已经移动到了定位孔左下角的元件位置.
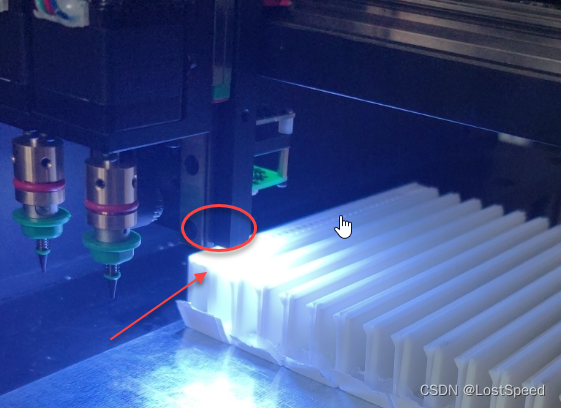
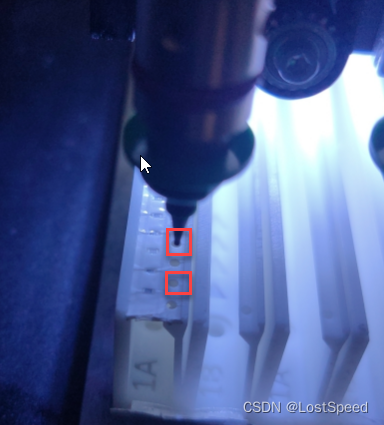
测试吸嘴的位置是否正确

移动吸嘴到元件时, 在openpnp相机界面上就看不到效果了. 要去实际设备的吸嘴处, 看看效果.
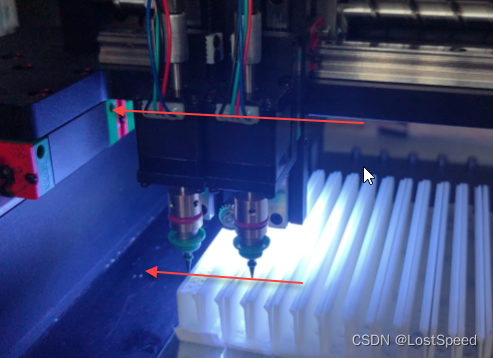
可以看到, 吸嘴已经扎到料的表面了.
将吸嘴回到安全位置
如果不是自动运行状态, 只要手工移动X/Y轴, 都要先将吸嘴回到安全位置(C1,C2高度一致), 才能继续移动X/Y轴.
测试是否能正确抓料
这个等实际贴片时, 再撕开编带料进行测试. 现在撕开料, 这料就废了.
设备软硬件都正常时, 只要元件第一孔和最后一孔的X,Y,Z值都正确. 抓料, 进料(移动到下一孔)就是正常的.
抓料的测试已经试过好使.
openpnp - error - Nozzle N2 loaded nozzle tip NT2 is not compatible with package R0603
参考长条形料的方向问题
第一孔的料靠近设备正面
第2孔是料的最后一孔,而不是第2个孔. 在靠近设备背面的方向.
设置完第一孔和最后一孔, 点击自动计算, 可以得到参考长条形料带上有多少颗料.
找不到定位孔的问题
开始任务后, 会提示找不到定位孔.
这种现象在"顶部相机高级矫正"之前是不存在的.
在进行了"顶部相机高级矫正"之后就会出现, 应该是使用的散料飞达比PCB平面高太多(20~30mm), 导致相机看不清编带引起的.
简单的方法:飞达取料不使用视觉识别.
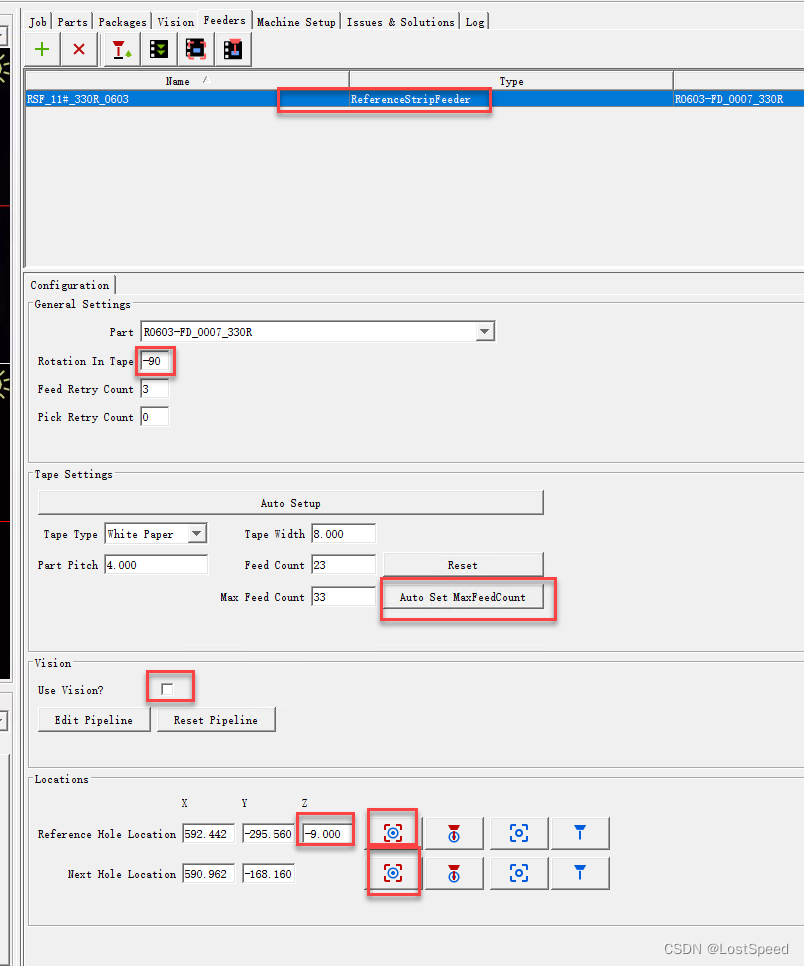
在不使用视觉识别的前提下, 准确指定第一孔和最后一孔, 正确算出料的数量, 指定飞达方向(e.g. -90度), 这样取料时, 就不会报找不到元件定位孔的问题.
END
这篇关于openpnp - 增加散料飞达的文章就介绍到这儿,希望我们推荐的文章对编程师们有所帮助!







