发那科专题

发那科A06B-6270-H045#H600 主轴伺服放大器
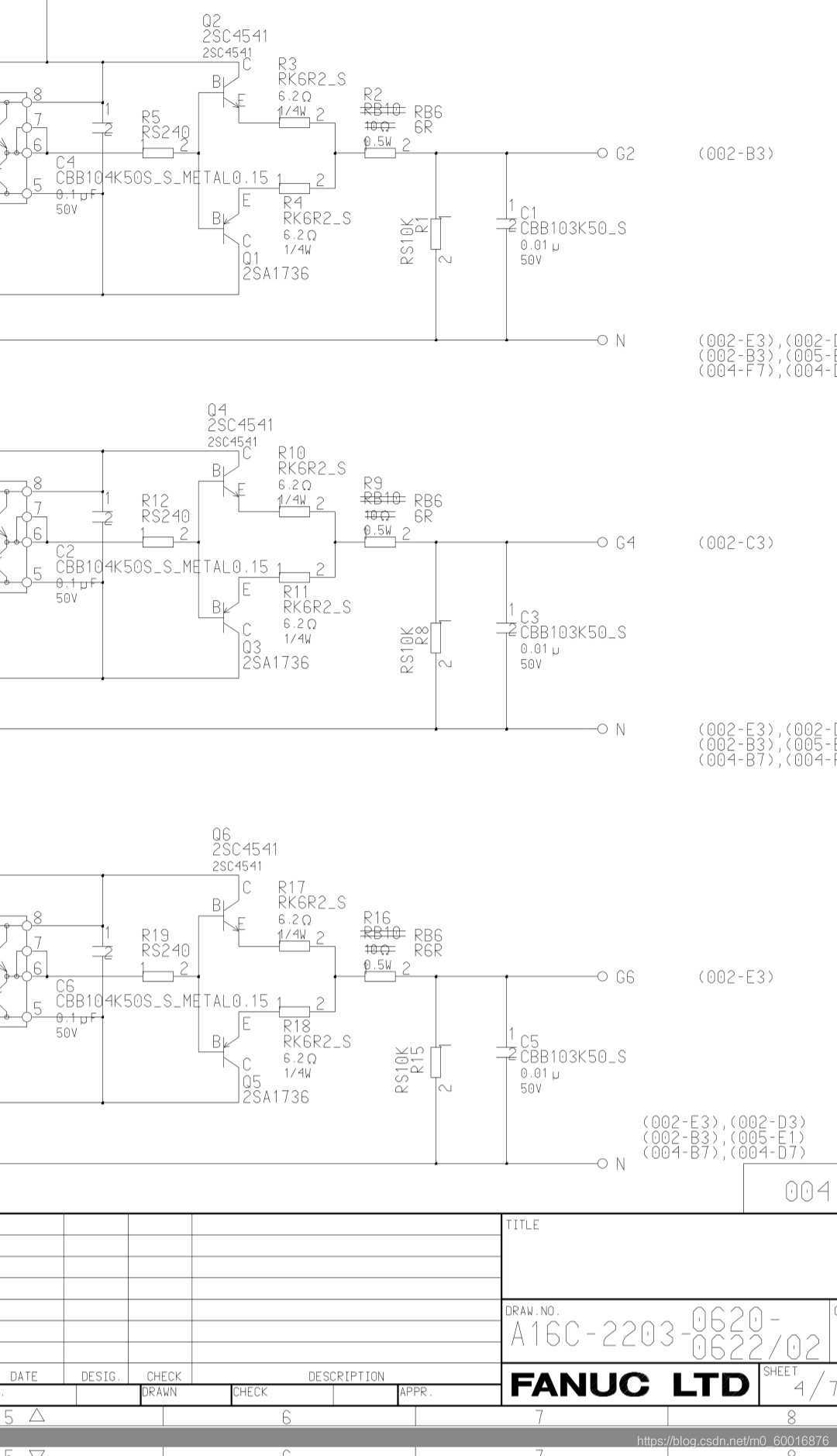
发那科主轴伺服放大器是FANUC数控系统中重要的组成部分,用于驱动和控制主轴电机,实现精确的速度和位置控制。以下是关于发那科主轴伺服放大器的一些重要说明和注意事项: 标准设置和电缆连接:更换有故障的伺服放大器后,需要进行一些标准设置和调整。在维护时,如果需要触摸伺服放大器,例如进行维护,那么需要事先确认下图所示的2根螺杆上的剩余电压不超过50V。伺服放大器的规格型号和连接方法可以参考相

发那科FANUC机器人R-2000iB平衡缸维修攻略
在发那科机器人中,平衡缸扮演着稳定机械臂运动的关键角色。它通过内部的压力调节来平衡负载,保证机器人的精准定位和平稳操作。一旦出现法兰克机械手平衡缸故障或损坏,机器人的性能可能会大打折扣,因此及时且正确的FANUC机械手平衡缸维修至关重要。 一、常见法兰克机械臂R-2000iB平衡缸故障诊断 在处理平衡缸问题时,第一步是准确诊断出故障原因。常见问题包括压力不稳定、密封不良导致的泄露、以及零件磨损
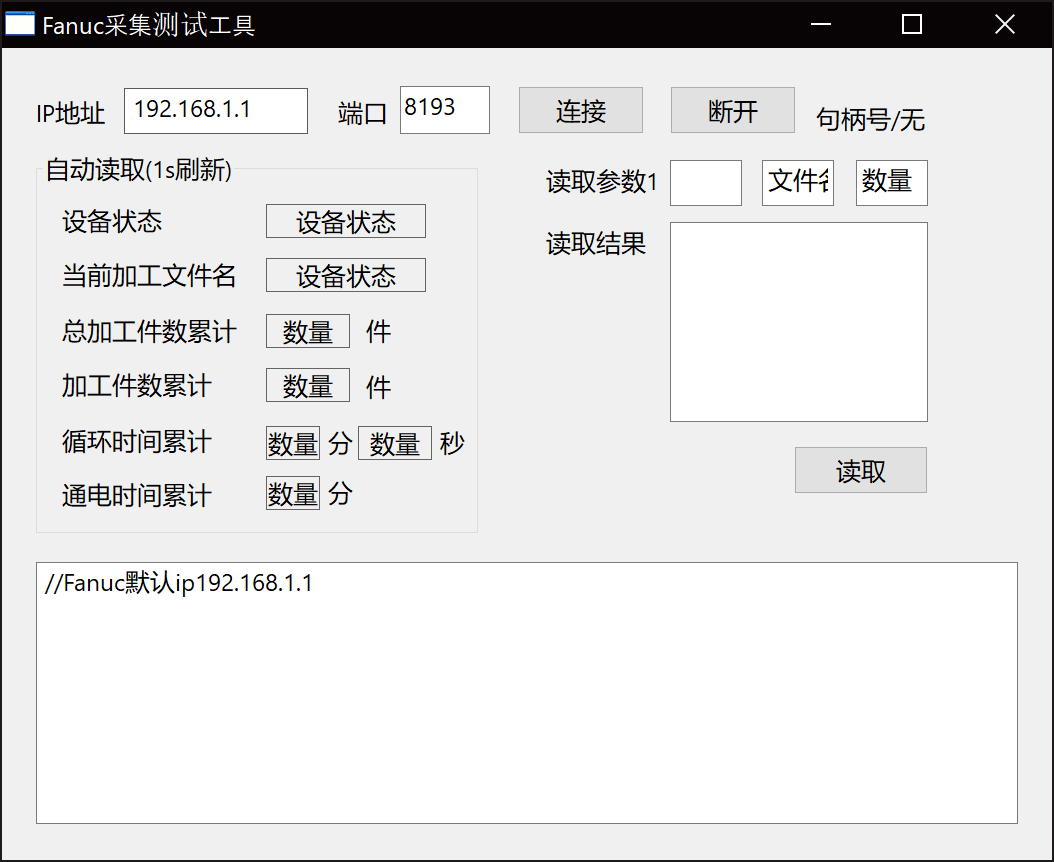
发那科数控机床FanucCNC(NCGuide)仿真模拟器配置和数据采集测试
开发日记3.12 此篇用于记录发那科数控机床(Fanuc CNC)采集程序开发中,用虚拟机做测试时,虚拟机的配置和使用以支持采集软件开发和测试。 配置虚拟机使用仿真软件 下载VMware15 「链接:https://pan.xunlei.com/s/VNsl9Gmb14ANBiiNlsT7vA2LA1?pwd=bv2z# 提取码:bv2z”复制这段内容后打开手机迅雷App,查看更方便」
FANUC/发那科机器人基础知识(1)
一、主要用途: 弧焊 Arc welding,点焊 Spot welding,搬运 Handing,涂胶 Sealing,喷漆 Painting,去毛刺,切割,激光焊接,测量等等。 二、软件系统 Handling Tool 搬运Paint Tool 油漆Spot Tool 点焊Laser Tool 激光焊接和切Arc Tool 弧焊Sealing Tool 布胶 三、控制

Fanuc(发那科)机床读取主轴倍率和进给倍率
目录 一、倍率是什么 二、如何控制倍率 三、倍率的数据存在哪 四、代码实现 说明 一、倍率是什么 以主轴倍率为例 主轴倍率可以通过以下公式计算: 主轴倍率 =主轴实际转速/主轴指令转速 注:主轴指令转速是指我们NC程序文件中S Code,即指令转速 二、如何控制倍率 一般通过机床外置的旋钮,来控制倍率。 三、倍率的数据存在哪
Fanuc(发那科)机床读取加工件数
一、加工件数是什么 机床上的加工件数用来记录NC程序被执行了多少次,系统默认NC程序执行到M02、M30代码的时候,加工计数就会加1。当然也可以自定义工件计数的M Code,详情请参考FANUC 系统自带的工件计数功能该如何使用 二、加工件数有什么用 加工件数的作用是用来记录机床加工了多少个零件。但加工件数是累计值,只要不手动清零会一直增加,除非达到设定值报警。有的没有数据采集系统的
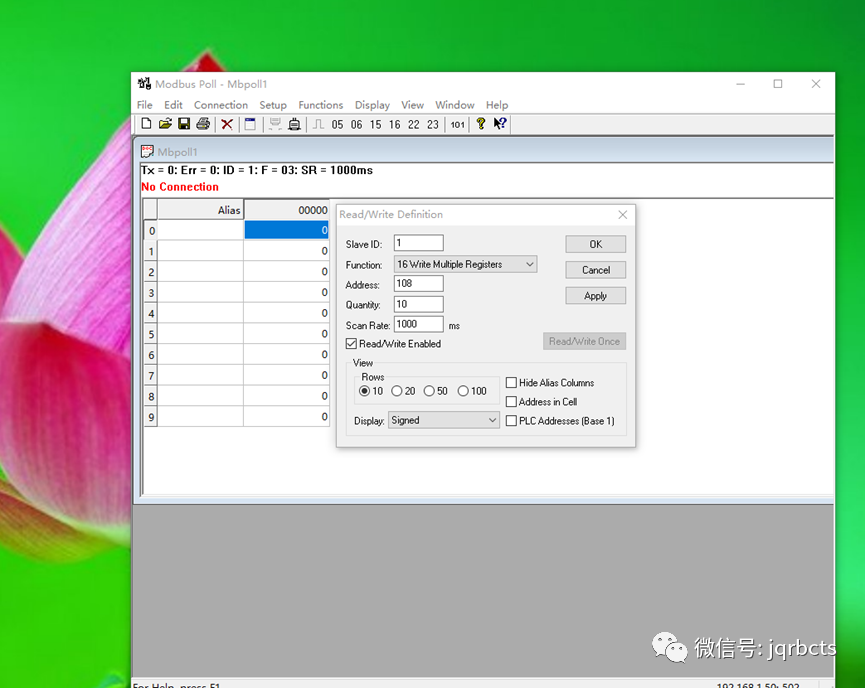
关于发那科机器人走modbus 通讯
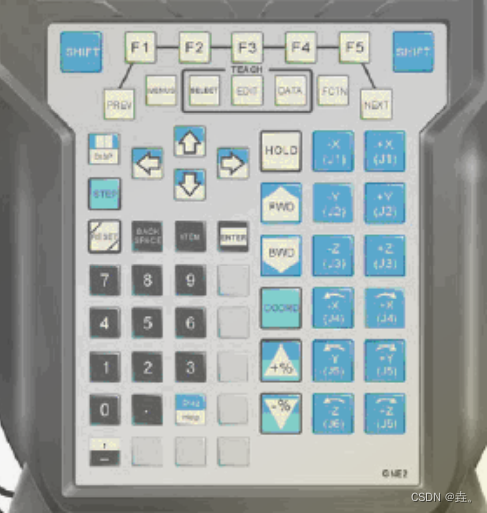
一.机器人IP设置。 1.按Menu,找到设置中的主机通讯,进入。 2.选择TCP/IP,Enter进入,修改IP地址。 PLC的IP临时设置为19.168.1.88 机器人的ip设置为192.168.1.15 二.Modbus端口号设置。(默认502,一般不用设置) 1.按Menu找到系统变量,Enter进入。 2.到大概638行左右找到SNPX_PARAM

注塑机数据采集(海天、住友、发那科、力劲、伊之密、恩格尔、泰瑞、佳明、双马、宁波通讯塑机、申达、海雄、海达、丰铁、大禹)直采串口通讯网络通讯方案
注塑机企业比较关注机实时状态、工艺参数(温度压力)、机器生产效率、设备能耗, 运行时间、设备温度压力参数、以及各类工艺参数 先上采集图,下面将技术拆解通讯模式(非应答模式) 文章以海天注塑机为列 海天系列主要用弘讯控制器为主,弘讯TECH系列(如580、1s、2s、530)、弘讯AK系列(如628)等 比如TECH Q8系列 TECH5 系统提供 1 组 5502 及 2 组 2
数控程序传输DNC服务、数控刀补服务(发那科fanuc、西门子、三菱、广数、新代、华中、宝元、马扎克、大畏Okuma)等数据采集服务
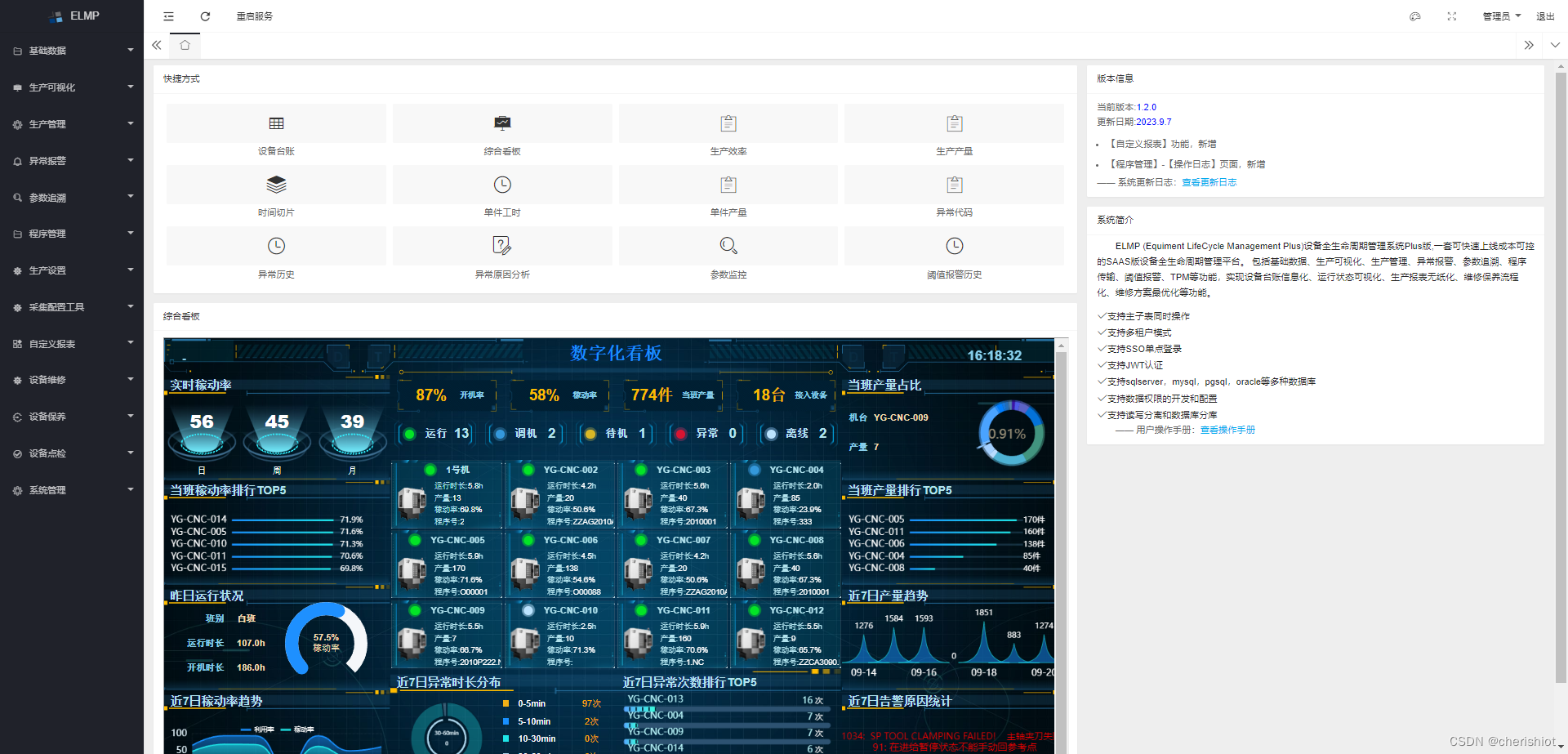
行业现状: 最近听到很多做MES、ERP这一行的叫苦, 客户对项目的要求越来越严格,做到数字化工厂都伴随着ERP、MES的项目要求必须一起做下去 然而很对MES、ERP对设备协议不懂,买了协议自己还要开发,考虑线程的问题、断线重连的问题 然而很多一直再制造行业的耕耘着,有着接近百分之30%的ERP、MES厂商的开发语言为JAVA开发语言, 然而很多数控协议都是基于C++、C#开放出来的二
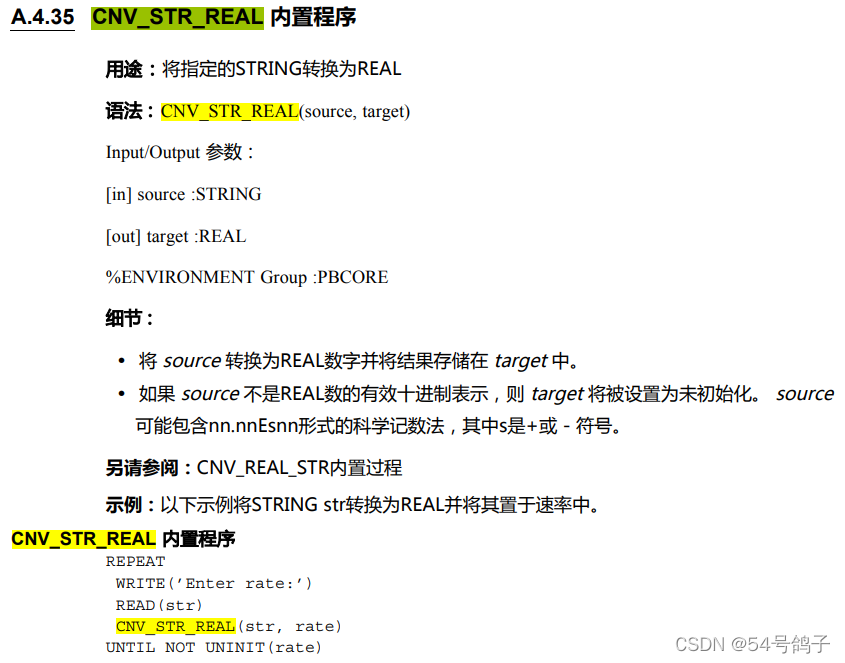
发那科Karel-字符串解析
一、前言 App(应用程序)和Fanuc机械臂进行Socket通讯,通过将“功能码”和“点位坐标”转换成字符串发送到服务端/客户端,并且也需要App和Fanuc机械臂Karel程序中能将接收到字符串解析出“功能码”和“点位坐标”。本文章主要是介绍在Fanuc的Karel程序中,从一串字符串中如何解析所需要的内容。 二、通讯协议 起始符功能码间隔符 X的坐标 (mm) 间隔符 Y的坐标 (mm
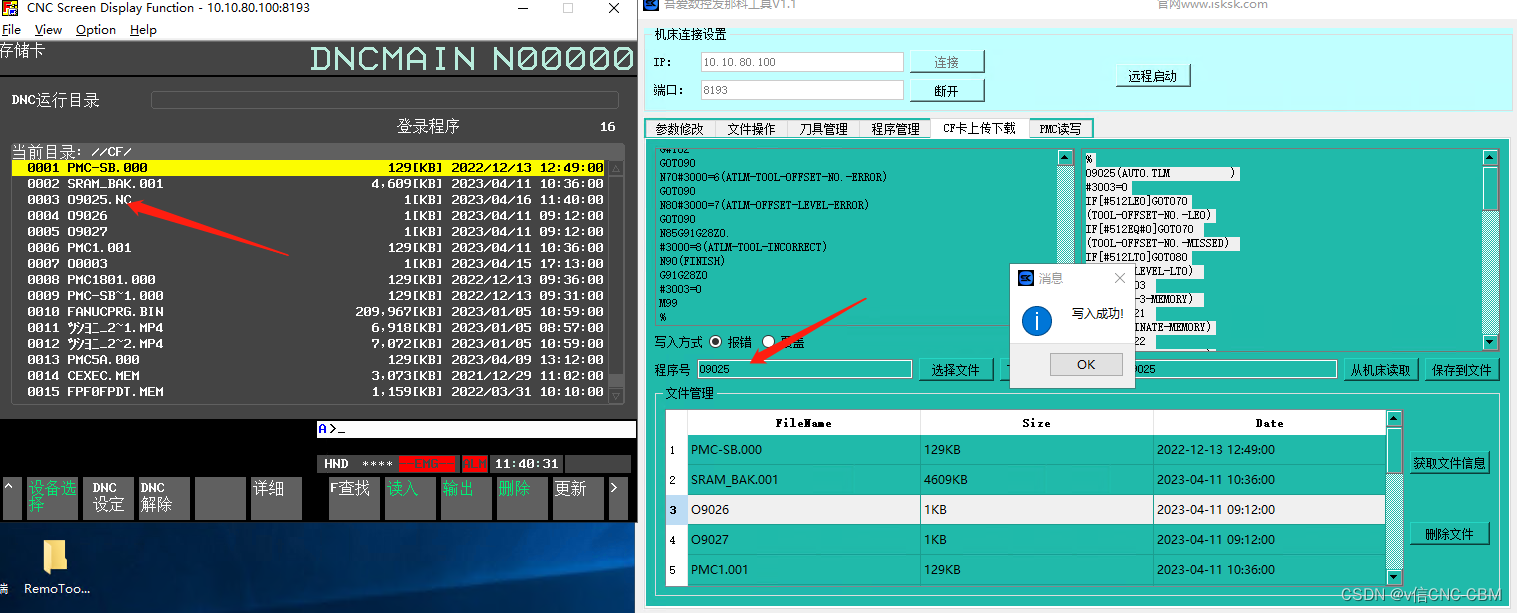
FANUC发那科CF卡获取目录文件信息,CF卡文件上传下载删除功能
FANUC发那科CF卡调试功能只支持0IF要求版本在DxG1 28.0以上或包含及31iB,32iB系统 以下是读取CF卡程序内容: 如下是获取CF卡整个目录文件信息及大小 以下是对所在CF卡目录里文件进行删除功能以下为CF卡上传程序功能