本文主要是介绍PFMEA如何进行风险分析?常见的预防措施类型有哪些?,希望对大家解决编程问题提供一定的参考价值,需要的开发者们随着小编来一起学习吧!
免费试用FMEA软件-SunFMEA
每个组织和个人的资源和精力总是有限的,如果对每条失效链不分主次地采取应对措施,那针对高风险的应对措施势必不够,而针对低风险的应对措施又可能多余,其结果不是没达到预期效果就是造成浪费。
所以,需要经过风险分析(Risk Analysis)这个步骤排列应对措施的需求程度。首先,确定每条失效链当前的应对措施,然后在此基础之上,评价失效链的风险大小。
按照风险大小分配有限的资源和精力,这是有效风险管理的基础之一。
风险应对措施主要分为:
a. 预防措施:杜绝失效原因的发生或者降低其发生概率
b. 探测措施:发现问题的发生和发展,从而启动反应措施
当前计划或者已经执行的应对措施影响当前风险的大小,而风险大小用风险指标来评价。
风险指标分为三个单项指标和一个综合指标。
单项指标:
a. 严重度评价失效影响的严重程度,
b. 发生度评价失效原因的发生概率,
c. 探测度评价探测措施对失效的探测能力,
综合指标(S*O*D)考虑了这些单项指标,综合评价了风险大小。
这四个指标都是数值越大风险越高。
1 识别预防措施
预防措施:失效链发生的起点是失效原因,如果在失效原因发生之前,有措施降低其发生概率或者避免其发生,FMEA把这类措施称为预防措施,它的作用是杜绝失效原因的发生或者降低其发生概率。
预防措施起作用时,失效原因和失效模式还没有产生,产品还没有出现不良品,顾客还没有产生抱怨和索赔,也还没有造成人身伤害,因此,采取预防措施是一种最节省成本的方法。
所以,识别风险的应对措施首先应该是预防措施。
PFMEA常见的预防措施类型如下表1所示
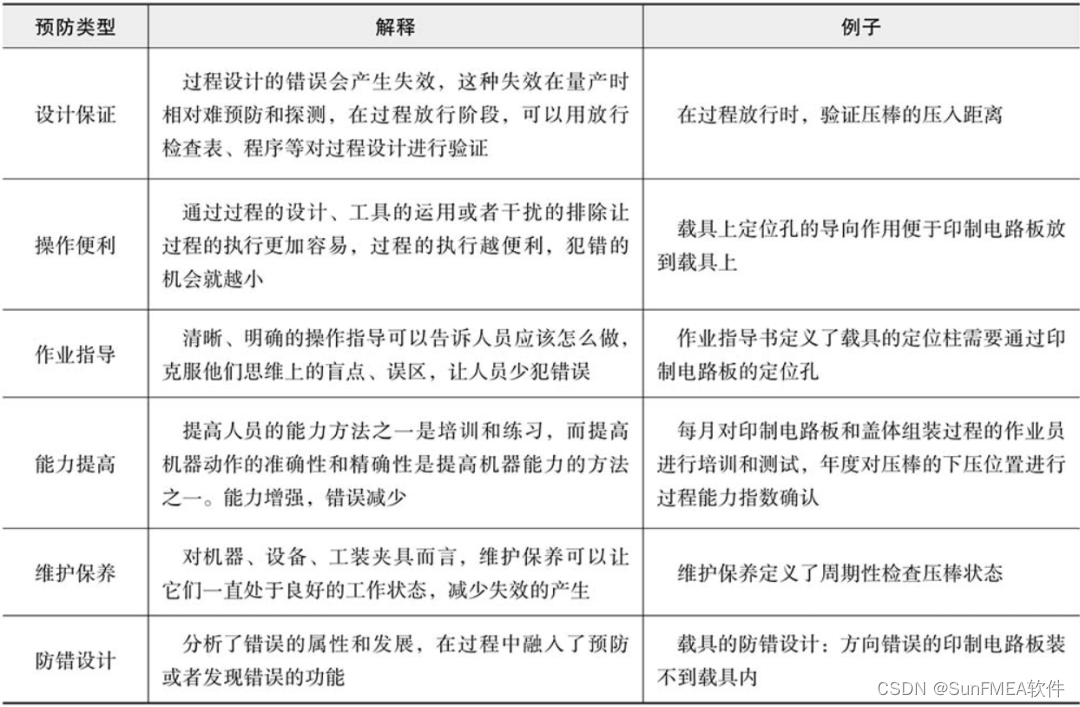
表1 PFMEA常见预防措施类型
(1)虽然过程是执行出来的,但过程也是事先设计出来的,过程设计也可能发生问题。设计保证表示的是预防和探测过程设计的失效,这些预防措施可以参考产品设计的预防措施和探测措施,比如,可以用放行检查表、程序等对过程设计进行验证。设计保证的一个例子是“在过程放行时,验证压棒的压入距离”。
(2)复杂的过程增加了犯错机会,便利容易指的是通过过程的设计、工具的运用或者干扰的排除让过程的执行更加容易。过程设计的一个例子是“盖体和印制电路板的手工装配升级为机器自动装配”,工具的一个例子是“载具上定位孔的导向作用便于印制电路板放到载具上”,排除干扰的一个例子是“每次只做一个料号的产品防止混料”。
(3)作业指导是对人员的操作而言,简单、正确、清晰、明确的操作指导可以告诉人员应该怎么做,克服他们思维上的盲点、误区,让人员少犯错误。取决于风险大小,操作指导可以口头进行,也可以书面定义,即使书面定义也应该清晰明了、图文结合。作业指导的一个例子是“作业指导书定义了载具的定位柱需要通过印制电路板的定位孔”。
(4)能力提高既可以对人员而言,也可以对机器设备而言。带有练习和反馈的培训是提高人员能力的方法之一,人员能力提高的一个例子是“每月对印制电路板和盖体组装过程的作业员进行培训和测试”。当然,如果是一般的人员培训,可以不在PFMEA中注明,因为执行作业指导类预防之后,人员都是要经过培训的,这无须赘言。
(5)提高机器设备动作的准确性和精确性是提高机器设备能力的方法之一,评价机器设备能力的常用方法是对过程的能力进行研究。
对生产过程中产生的计量型数据来说,可以用稳定过程的能力指数Cpk以及性能指数Ppk来评价其过程能力。
过程能力指数的数学公式是规格的公差范围除以过程的变化范围,过程能力越高,过程的变化范围越低,因此,能力指数越大,代表过程越能满足顾客的要求。
其中,Cpk考虑了分组收集数据后子组内数据的变差,而不包括子组间变差的影响;Ppk则考虑了所有收集数据的变差,当两者差距不大时,说明生产过程中只受随机波动的影响,反之就可以肯定,组间差异也非常大。
过程能力确认的一个例子是“年度对压棒的下压位置进行过程能力指数确认”。
(6)维护保养主要对机器、设备、工装夹具而言,维护保养可以让它们一直处于良好的工作状态。维护保养的一个例子是“维护保养定义了周期性检查压棒状态”。
(7)PFMEA中所说的防错设计一般指的是过程的防错设计,主要实现在过程中;而DFMEA中的防错设计主要指产品的防错设计,它成为产品的一个特性。无论何种类型的防错,其目的都是消除某种错误。
相对来说,过程防错其实已经是一种过程控制,一般会比产品防错需要更多的成本,其效果也可能不如产品防错强大。
但是,相对过程的其他控制方法来说,过程防错无疑更为可靠,有时候也更节省成本,工装夹具简单的外形设计很多时候就可以实现防错的功能。
(8)运用防错技术可以有效防止人员的错误。
典型的过程防错之一是通过工装夹具的外形或销钉实现防错,一般用来预防作业员把原物料、半成品或产品放错方向、位置等,比如,载具的防错设计使得方向错误的印制电路板装不到载具内;
典型的过程防错之二是运用各种传感器感应过程的不同状态,当状态不正确时,触发机器报警或停止工作,比如压力传感器监控压力大小,当压力不符合要求时,机器会报警并停止工作;
典型的过程防错之三是运用各种信息输入设施,比如读码器、阅读器或光学装置读取信息,然后自动检查信息的正确与否,比如,扫码枪自动扫描原物料上的二维码,如果原物料错误,机器报警或停止工作。
(9)使用和描述预防措施时,为了有利于它们的执行和达到效果,预防措施的使用要正确,描述要清楚、完整。
错误的预防措施带来欠佳的效果,太笼统的措施描述让人不知其意,削弱了它们的作用,
比如,对人员的措施一律是“培训”“作业指导书”或“告诫惩罚、批评教育”,
应对机器设备的问题一律是“维护保养”“更换机器”,
这些都是不够具体甚至是错误的,它们缺少正确而具体的指向,不仅很难执行这些笼统的措施,很难达到预期的效果,也很难评估这些措施的有效性。
对预防措施建议的描述是预防方法+预防内容+适用的依据,
人员类预防措施的一个例子是“作业指导书定义了换型时根据夹具矩阵表使用载具”,
机器设备类预防措施的一个例子是“维护保养定义了周期性检查和控制空气压力”。
2 识别探测措施
除了预防问题,还应该争取时间发现问题的发生和发展,也就是执行探测措施。
探测措施既可以用来发现失效原因,也可以用来探测失效模式,甚至可以用来探测整个产品的问题,也就是说,探测措施可以用来发现失效链上的任何一个失效,从而启动反应计划以及纠正措施。
对探测措施来说,看重的是它们的及时性和有效性,探测的不及时或者没有效果都会导致风险增加。
另外,对任何一条失效链,当前的探测措施可能并不唯一,并不要求所有的探测措施同时达到及时性和有效性,只要它们加在一起的总体效果达到及时性和有效性即可。
对PFMEA来说,在失效原因发生之后,发现失效的措施属于探测措施。如表1PFMEA常见探测措施类型所示:
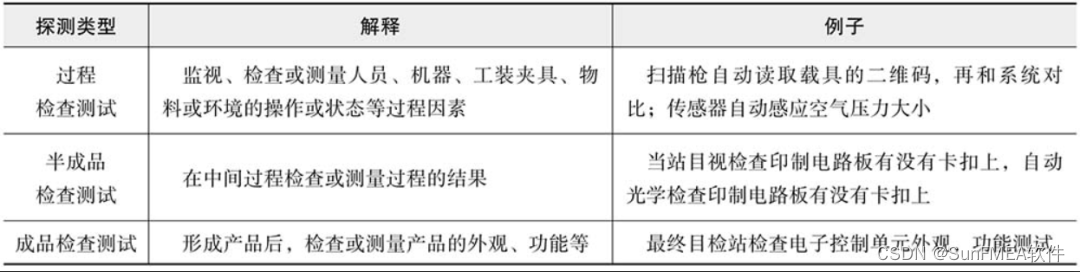
表1 PFMEA常见探测措施类型
描述探测措施时,为了有利于它们的执行和效果评估,探测措施的描述要清楚且完整。
太笼统的探测措施让人不知其意,削弱了它们的作用,比如,“监视”“检查”“测试”这些都是不够具体的,缺少具体的指向,不仅很难执行这些笼统的措施,也很难评估这些措施的有效性。
对探测措施建议的描述是“探测对象+探测方法+适用的标准”,比如“按照×××标准,在当站目视检查印制电路板有没有被卡扣上”。
分析探测措施时,需要借助失效链进行,先分析当前有什么措施可以探测失效原因,如果失效原因不能百分之百地得到探测或控制,再分析当前有什么措施可以探测失效模式,就这样不断分析下去,直到可以成功控制失效链或者当前已经没有其他探测措施为止。
在一条失效链里,如果只安排了探测失效模式的措施,而没有安排探测失效原因的措施,那失效原因发生后就不会被发现,直到它继续发展导致失效模式为止,而失效模式发生时,浪费就产生了,可能需要产品报废或返工返修。
反过来,在一条失效链里,如果只安排探测失效原因的措施,而没有安排探测失效模式的措施,那可能也是危险的。针对失效模式的探测是为了保护顾客,没有这个保护,失效模式可能到达顾客手中。
此外,还需要考虑从失效地点到探测地点之间存在的半成品数量。数量越大,当探测出失效时,受影响的半成品就越多,产品可能会发生批量返工、返修甚至报废,造成大量的资源浪费。所以,不仅要评价探测的效果,还要安排适当的探测时机,以减少生产成本。
来源:一起改善,版权归原作者所有,侵删。
这篇关于PFMEA如何进行风险分析?常见的预防措施类型有哪些?的文章就介绍到这儿,希望我们推荐的文章对编程师们有所帮助!




