本文主要是介绍全自动水龙头抛光机控制系统方案,希望对大家解决编程问题提供一定的参考价值,需要的开发者们随着小编来一起学习吧!
机器原理与工艺设计
机器基本结构
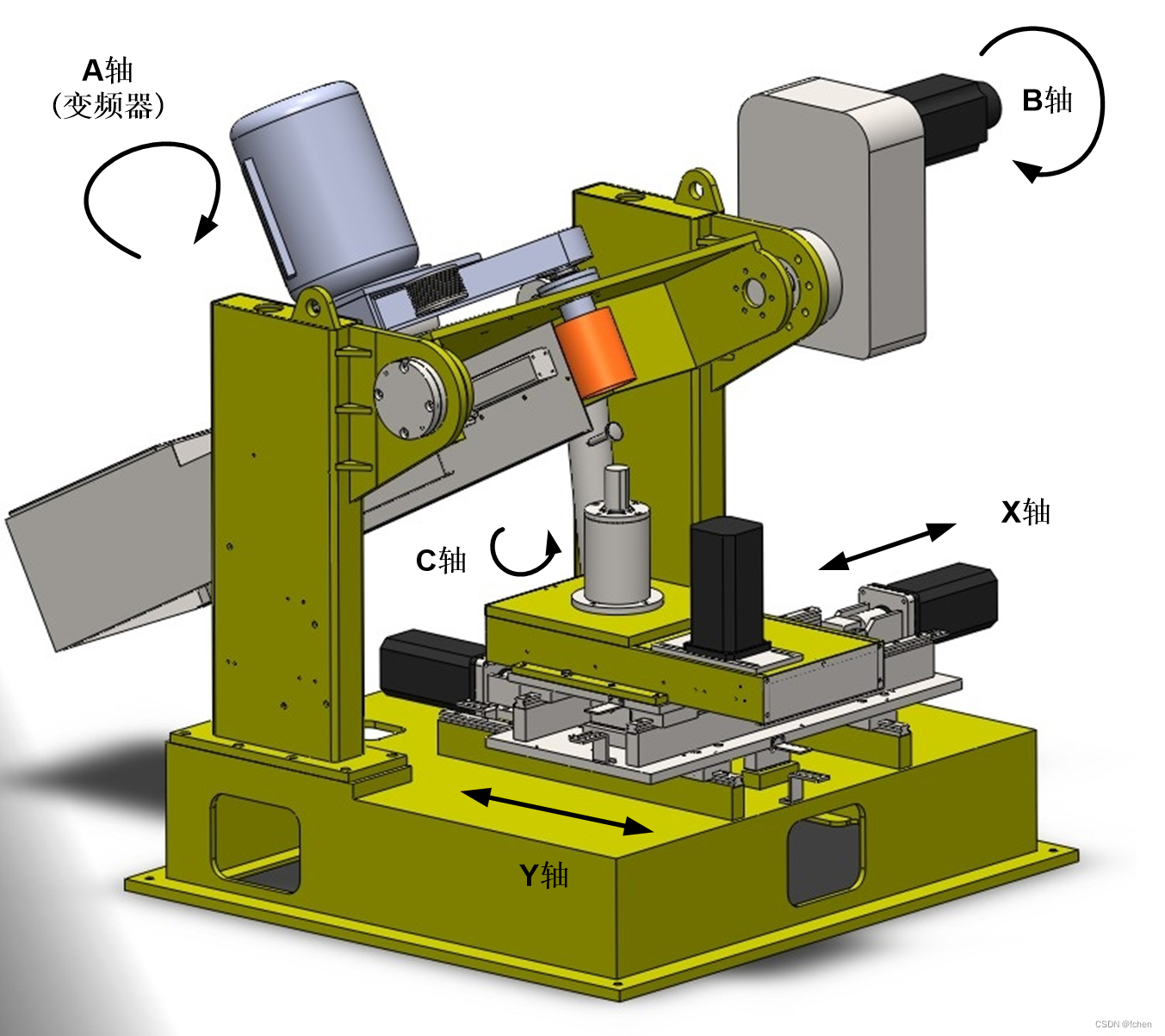
如上图所示,我们可以看到整个抛光机机械结构,主要的运动部件由5个电机进行带动。主要定义如下:
A轴 (砂轮带旋转主轴,采用变频器进行控制)
X轴 (底座台左右移动,伺服电机控制)
Y轴 (底座台前后移动,伺服电机控制)
C轴 (夹头旋转移动,伺服电机控制)
B轴 (砂轮加工头前后旋转,伺服电机控制)
水龙头的抛光过程一般分为了粗抛和精抛,其采用了不同的砂带轮进行抛光。本项目所开发之抛光机的目的是完成专项的水龙头粗抛光加工。加工后的效果是没有任何的铸件痕迹,以及各种毛边,为后面的精细抛光打下基础。
机器抛光基本工艺介绍
具体的加工抛光工艺细节可参看本文附带的机器加工视频。这里做简要的介绍和相关的补充。
本机器的粗加工过程主要是分为了两个过程
- 水龙头两侧以及圆柱形后把进行抛光加工, 并进行倒角
- 水龙头上下进行抛光加工以及倒角
两部分的加工是通过不同的夹具使用来完成的, 首先将水龙头安装到夹具上,然后进行两侧的加工. 加工完毕后可更换夹具与配方程序, 进而进行上下两侧的加工.
设备选型
设备使用4个伺服电机实现位置控制,一个异步电机控制砂轮旋转,其中X轴、Y轴、C轴使用的是110ST-M06020伺服电机,B轴使用的是130ST-M15015伺服电机(带刹车);A轴使用ABB电机,变频器额定功率是4KW。
电机参数如下表1所示
| 电机型号 | 主要参数 | 配置的伺服驱动器 | ||
| 额定转矩 | 额定转速 | 额定功率 | ||
| 110ST-M06020 | 2Nm | 3000rpm | 0.6KW | G3L08F |
| 130ST-M15015 | 15Nm | 1500rpm | 2.3KW | G3L26 |

方案分析
该项目我们主要是使用德国倍福TwinCAT PLC 以及倍福伺服驱动器,以上电机的编码器和倍福伺服驱动器不能兼容,所以我们采用以下两种方案来实现。
- 方案1
整套控制系统使用倍福产品,这种方案的优点在于:
1可以消除产品与产品之间的兼容性;
2倍福技术支持能够很好的配合这样可以缩短开发周期;
3对于第一台样机使用国外设备能够保证设备的可靠性和稳定性;缺点:费用高。
方案框图如下倍福电机参数表如表2所示
| 电机型号 | 主要参数 | 配置的伺服驱动器 | ||
| 额定转矩 | 额定转速 | 额定功率 | ||
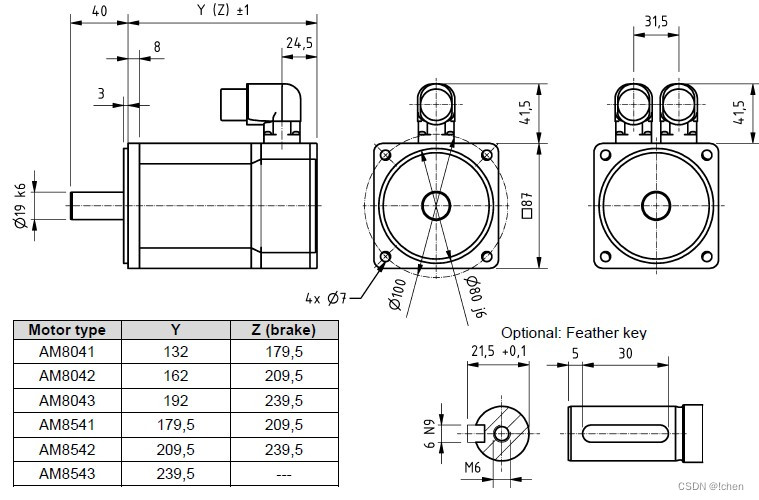
| AM8543-wE00 | 5.6Nm | 2500rpm | 0.6KW | AX5203、AX5206 |
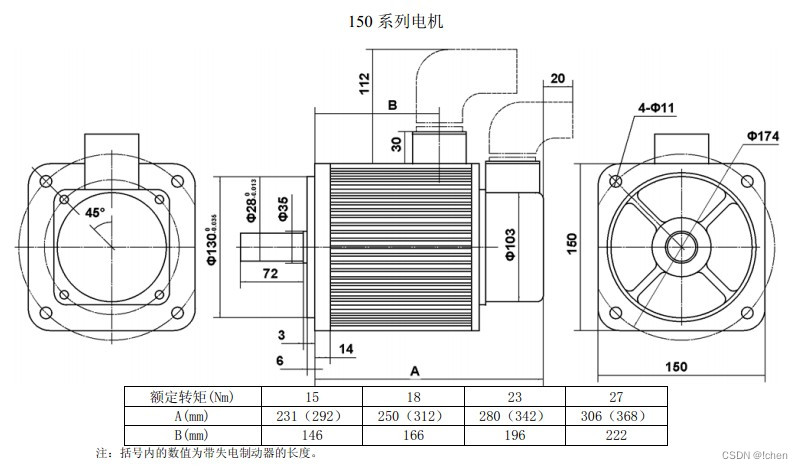
| AM8062-wJ01 | 21Nm | 1500rpm | 2.3KW | AX5206 |
方案2
控制器使用倍福PLC以及倍福伺服驱动器;电机使用国产电机。这种方案的优点:费用低;缺点:1如果采用国产电机,设备稳定性和可靠性不高;
2调试时产生的错误不好处理,以至于延长开发时间
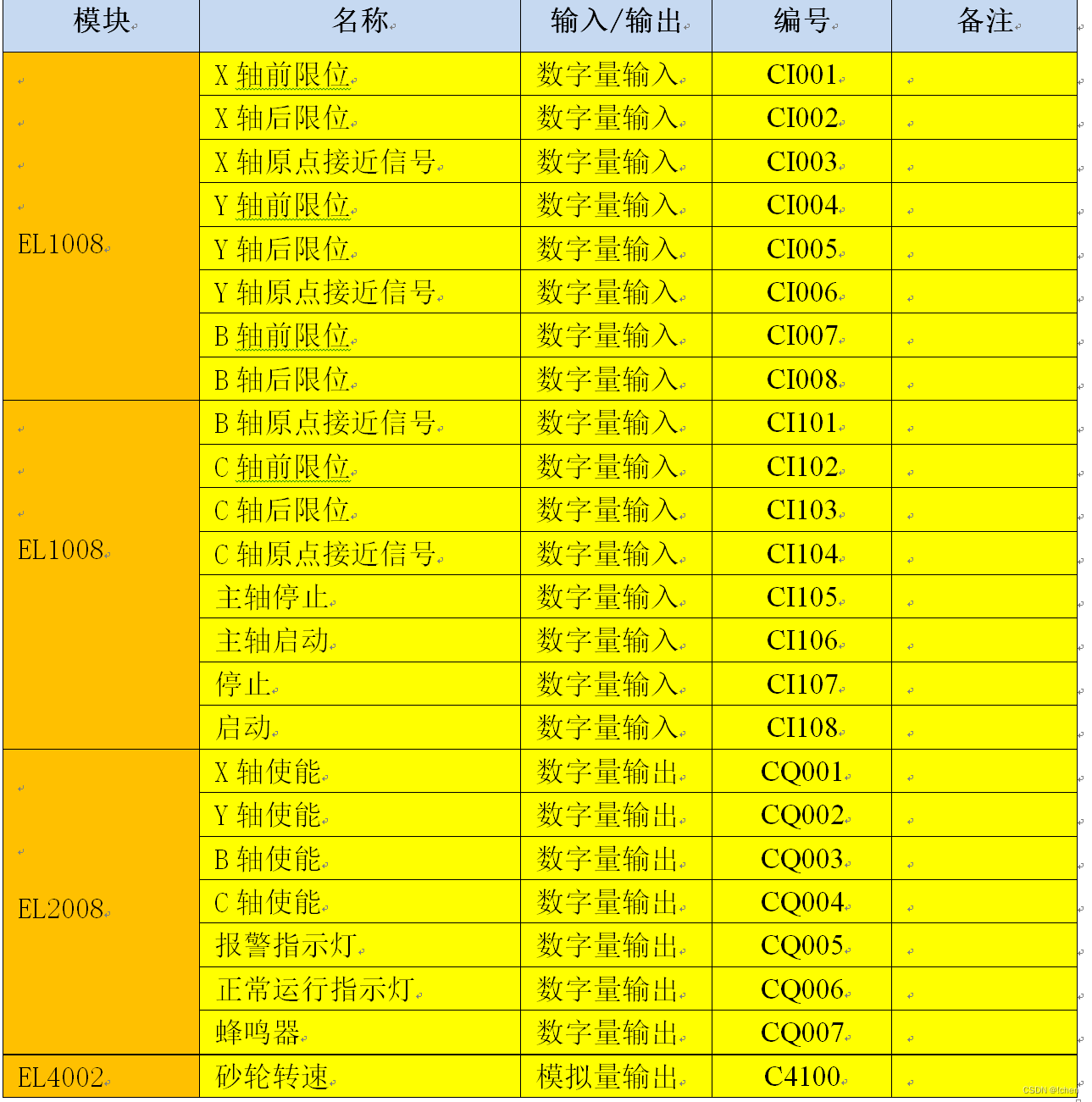
设备I/O分析
这个设备的I/O端口有16个输入点,6个输出点,以及一个模拟量输出点;具体I/O如下表所示
这篇关于全自动水龙头抛光机控制系统方案的文章就介绍到这儿,希望我们推荐的文章对编程师们有所帮助!







