本文主要是介绍Part decomposition and evaluation based on standard design guidelines for AM 论文笔记,希望对大家解决编程问题提供一定的参考价值,需要的开发者们随着小编来一起学习吧!
论文题目:Part decomposition and evaluation based on standard design guidelines for additive manufacturability and assemblability
声明:文中所有观点仅代表个人见解,若有不妥之处欢迎指正。
这篇论文于2021年 被 SCI 1区 "ADDITIVE MANUFACTURING"录用。论文链接
目录
1. Overview
2 .Design evaluation indicators
2.1 Roughness
2.2 Overhang
2.3 Sharpness
2.4 Gap
2.5 Concavity
2.6 Feasibility
2.7 Interface
2.8 Quantity
3. Part decomposition
1. Overview
先定义若干设计时的考虑因素的计算公式,通过这些生成目标函数,使用遗传算法找到最佳剖分方式对模型进行剖分。
2 .Design evaluation indicators
将剖分过程中的考虑因素定义为数学公式,为剖分进行定量分析。
2.1 Roughness
考虑零件的几何信息及打印方向,因为打印方向与面法向的夹角越小,阶梯效应越明显(如下图),所以通过剖分来减小接替效应(如下图右)

计算:

<=> roughhness = 所有三角面片的面积*面法向与打印方向的夹角的cos值
roughness越小越好
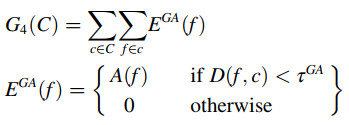
2.2 Overhang

超过一定角度的悬垂区域需要支撑结构的支撑,为了让支撑结构尽量少,以减少耗材,定义计算overhang的计算公式:

<=> overhang = 超过最大支撑角度的所有面向打印平面投影面积的和
为避免支撑结构,overhang越小越好
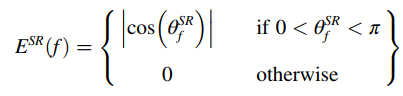
2.3 Sharpness
由于打印机的精度有限,尖锐的边的打印效果就会相对较差,所以设计中要尽量避免这类尖锐的边。
这里将这种边分为两种:negative edge & positive edge,通过计算与边相邻的两个面的法向夹角大小来判断该边是否尖锐

通过计算角度超过定义的阈值的边的长度和来计算sharpness
sharpness越小越好
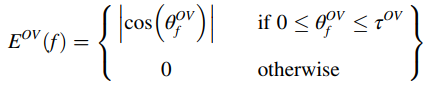
2.4 Gap
由于打印机的精度,很小的间隙会无法被打印,所以在设计中也要尽量避免出现过小的间隙

从面f上一点沿其法线方向做射线,该点与射线与模型相交的一点的距离即为gap,通过定义的阈值,小于该阈值的即为不可打印的gap,计算这些面f的面积和,即为计算gap的indicator
gap越小越好
2.5 Concavity
凹度:计算凹区域的体积;凹区域包括凹陷(下图a)、中空(下图b)、孔。 这种特征需要支撑结构,所以也要在设计中避免。

通过基于体积的方法计算凹度:
![]()
计算所有剖分部分,其生成的凸壳的体积-该部分本身体积 的和
concavity越小越好
2.6 Feasibility
这里的可行性是指打印区域是否放得下,所以通过计算零件的包围盒对角线长度来判断。

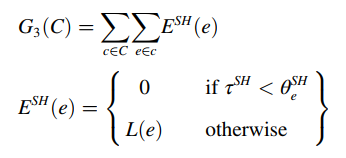
2.7 Interface
接口:两部分零件连接时,接口面越大,连接越牢固
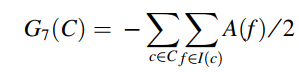
所有接口面的面积之和/2(因为一个接口有两个相同的接口面,只算其中一个)
2.8 Quantity
剖分零件的数量:为了减少装配时间和消耗,剖分出来的零件数越小越好
![]()
3. Part decomposition
根据上述因素得到如下目标函数
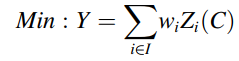

使用遗传算法及上述目标函数,寻找最优解
剖分流程:

原始模型 -> 形成凸壳 -> 原模型与凸壳求交以保留原始形状 -> 此时还有一些无法打印的部分(如深蓝色部分过大无法放置在打印区域)对无法打印的位置再进行一次剖分操作,得到最终结果
实验部分及结论部分参照论文,不做赘述。
Thanks for reading!
这篇关于Part decomposition and evaluation based on standard design guidelines for AM 论文笔记的文章就介绍到这儿,希望我们推荐的文章对编程师们有所帮助!