本文主要是介绍微电子封装分类及引线键合,希望对大家解决编程问题提供一定的参考价值,需要的开发者们随着小编来一起学习吧!
1微电子封装分类
- 按功能
模拟电路、存储器传感器、功率电路、光电器件、逻辑电路、射频电路、MEMS、LED等等
- 按结构
分立器件/单芯片封装、多芯片封装、三维封装、真空封装、非真空封装、CSP,BGA/FBGA等等
- 按工艺
线焊封装(WB)、倒装焊封装(FC)、晶圆级封装(WLP)等等
- 按材料
·金属封装、陶瓷封装、塑料封装等等
- 其他
Panel-Level-Package (PLP), Embedded Active/Passive, etc.
2按形式主要封装技术
WB、FC、Bumpless

引线键合
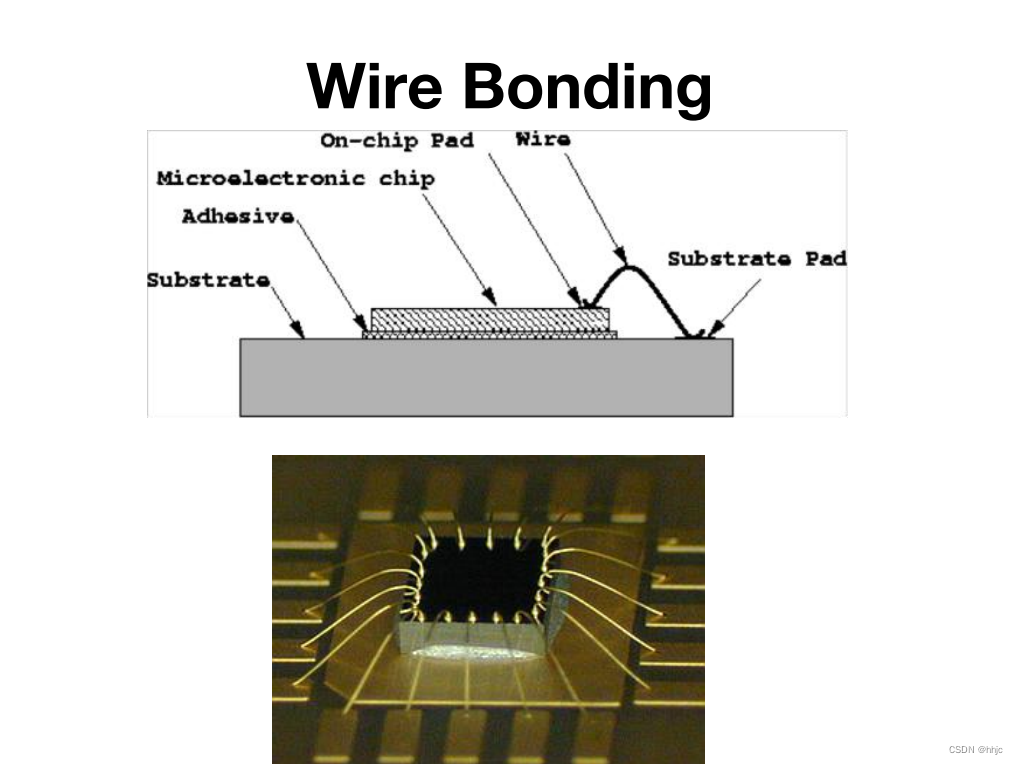

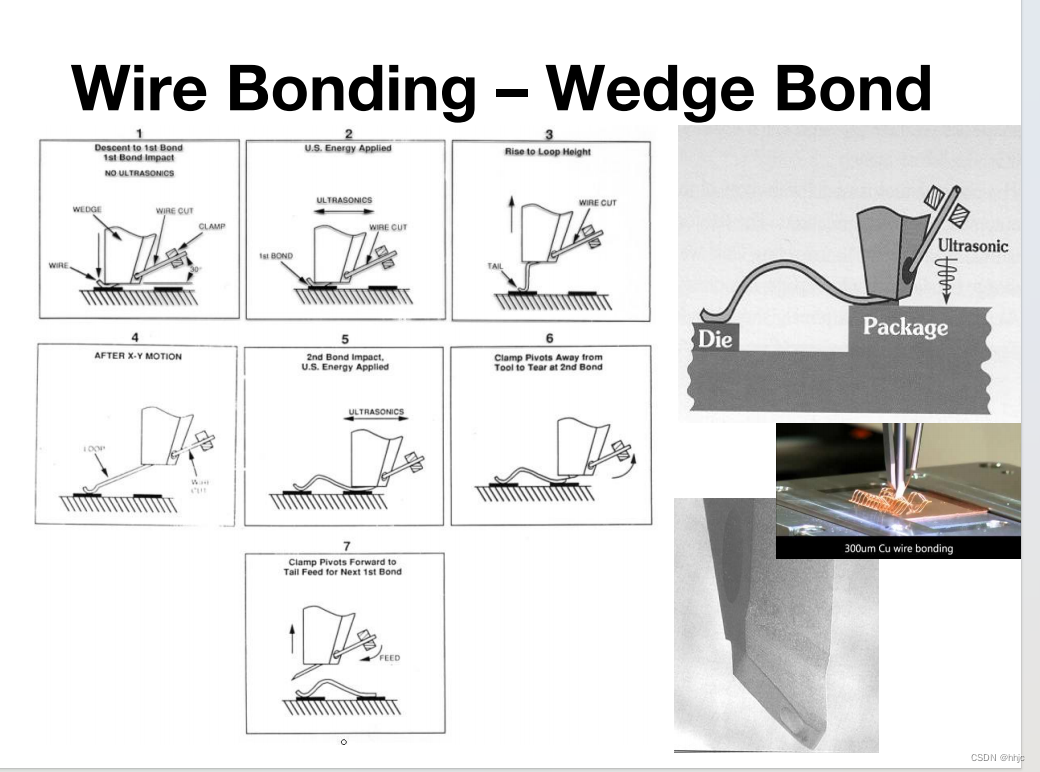
引线键合过程:
将楔形器降到IC焊盘上时,导线被固定在焊盘表面。(棵形压焊点)
进行热压超声或超声操作。(热压超声或超声)
楔形器升起并执行动作以形成所需的环形状。(线形成形)
在第二个焊点位置,楔形器降下,进行第二次压焊(热压超声或超声)。(第二压焊点)
在形成环路的过程中,焊接楔形器的轴心运动必须与第一个焊点的中心线对齐,以使导线能够自由通过楔形器上的孔。(保持直线)
导线通常以30-60度的角度从水平焊接表面穿过焊接楔形器后部的孔进入。(进线角度与位置)
通常,优先进行前打线,即首次压焊到芯片,第二次压焊到基板。(前打线)
导线直径为25-75微米或更大。(线径)
间距为40-100微米。(节距)
使用电子火焰熔断系统(EFO)来熔化延伸到毛细管下方的导线的一小部分。熔融金属的表面张力使其形成球状。(打火,烧球)
第一焊点:将球按压到芯片上的焊盘上,施加足够的力量以引起塑性变形,并使导线和底层金属之间发生原子间扩散。(第一压焊点)
精确形成导线环。(线形成形)
将导线变形到焊盘上进行第二次压焊。(第二压焊点)
然后关闭导线夹,毛细管再次升起,将导线切断在楔形器正上方,留下精确的导线长度供EFO形成新球以开始连接下一根导线。(剪短)
球焊通常在热压或热超声键合(T/S)过程中使用。(热压或热超)
温度范围从100摄氏度到500摄氏度。
焊盘间距从50微米到100微米以上。(节距)
引线键合过程中的因素:
芯片(材料、尺寸、厚度、焊盘金属系统和配置、焊盘尺寸、间距,等等)
环境(温度、湿度、通风、压力、元素等)
材料(导线、焊盘、清洁等)
设备(温度、压力、热压或热超声时间、超声功率等)
基板(引线框架、有机层压板、陶瓷、金属等)
对于导线直径和长度的引线键合设计:
1.设计过程的输入包括(输入参数)
2.芯片技术、芯片材料和厚度。(芯片参数)
3.焊盘材料、间距、长度、宽度和厚度。(片参数)
4.时钟频率。(工作时钟)
5.输入/输出的高低电压。(工作电压)
6.每单位长度允许的最大互连电阻。(最大允许单位长度阻抗)
7.针对设计的输出电容负载。(容性负载)
8.晶体管导通通道电阻。(通道电阻)
9.允许的最大互连电感;以及(最大电感)
10.任务配置文件负载。(I/O数量、功耗、负载能力等)
引线键合屈曲疲劳的潜在失效机制:
1.导线-焊盘剪切疲劳
2.焊盘-基板剪切疲劳
3.互扩散和Kirkendall空洞
4.腐蚀
5.枝晶生长
6.电噪声
7.振动疲劳
8.电阻变化
9.焊盘坑洼
10.焊盘变形
11.枝晶生长
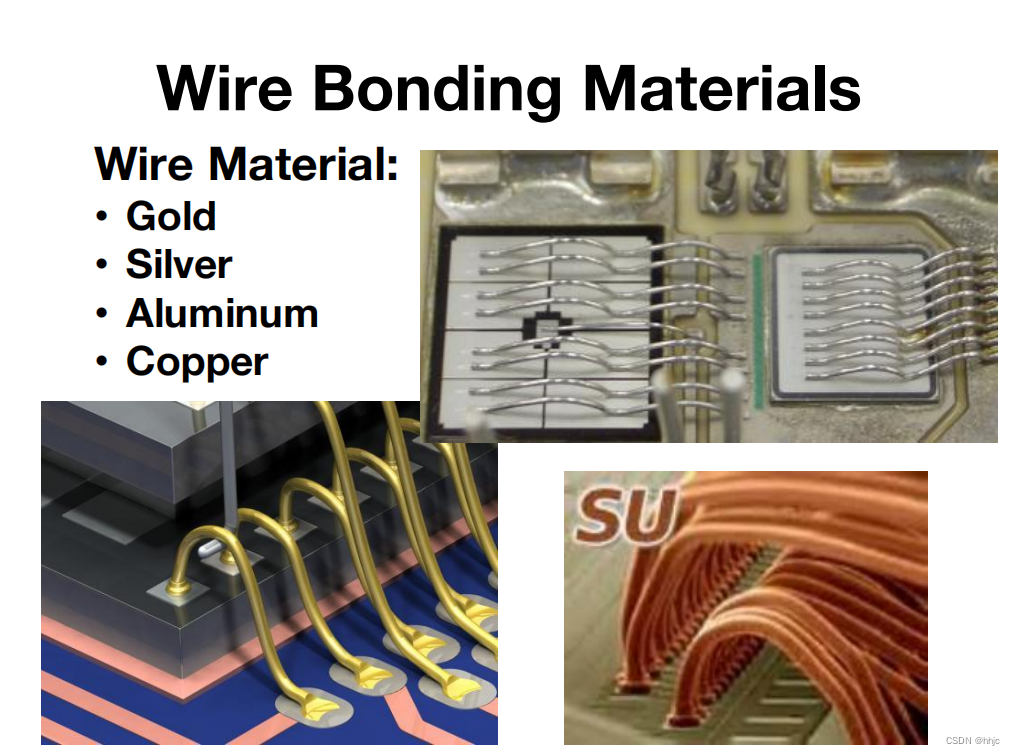
引线键合导线重要条件
1.导线材料必须是高电导金属,以确保来自芯片电路的信号完整性不会受到损害。
2.在球焊情况下,导线直径不应超过焊盘尺寸的1/4;在楔形焊情况下,导线直径不应超过焊盘尺寸的1/3。导线键合尺寸不应超过焊盘尺寸的3/4。
3.导线和焊盘材料的剪切强度和热膨胀系数是关键的材料特性。导线的屈服强度、抗拉强度和疲劳极限应大于温度循环产生的应力。
机械方面引线键合设计
对于导线/焊盘材料:
1.电导率
2.剪切强度
3.抗拉强度(屈服和极限)
4.弹性模量
5.泊松比
6.硬度
7.热膨胀系数
匹配的焊盘材料:
8.电导率
9.可焊性
10.形成金属间化合物和Kirkendall空洞的活性
11.硬度
12.耐腐蚀性
13.热膨胀系数
引线键合机械设计 -重要条件
1.键合材料的互扩散常数应该使它们能够在预期的操作寿命内形成强大的键合,同时防止过多金属间化合物的形成。
2.金-铜键合不应用于高温应用。
3.金与金的键合非常可靠。
4.在高温条件下,金键合到银非常可靠。
5.银-铝键合系统应谨慎使用。
6.银在键合系统中应极度谨慎使用。
7.铝线键合到镍涂层在各种环境下都是可靠的。
8.铝线键合到铝金属化是极其可靠的。
9.在塑料封装过程中,铜线是首选,因为它们经济实惠且抵抗腐蚀。
10.镍、铜和铬在键合表面应谨慎使用。
11.焊盘材料应该没有杂质,以确保良好的焊接性能。
12.导线和焊盘的硬度应合理匹配。如果导线比焊盘硬,它会通过吸收键合过程中的能量而抑制坑洞形成。另一方面,如果导线比焊盘软,它会很容易地将键合过程中的能量传递到衬底上,最佳的键合是当导线和焊盘的硬度合理匹配时形成的。
13.损坏的铝焊盘在铜球蚀除后无焊盘变形。
导线键合设计 - 清洁
等离子清洁技术采用高功率射频(RF)源将气体转化为等离子体,高速气体离子轰击键合表面,通过将污染物分子结合或物理上分解污染物分子,从键合表面溅射出污染物。在大多数情况下,离子化的气体是氧气、氩气、氮气、80%的氩气+20%的氧气,或者80%的氧气+20%的氩气。此外,还使用了O/N等离子体,可以有效地将环氧树脂热释放气体从焊盘中清除。最佳结果不仅取决于气体和射频功率,还取决于夹具以及被清洁的具体材料。
导线键合设计 - 焊球键合
焊球大小约为导线直径的2到3倍。对于具有细间距的小球应用,约为1.5倍,对于大焊盘应用,约为3到4倍。焊点大小不应超过焊盘尺寸的3/4,约为导线直径的2.5到5倍,取决于键合过程中毛细管的几何形状和移动方向。回线曲线应符合要求。现在常见的回线高度为150微米,但非常依赖于导线直径和应用。回线长度应小于导线直径的100倍。然而,在某些情况下,例如高I/O,导线长度必须增加到超过5毫米。导线键合机必须在芯片和引线架之间悬挂导线长度,不允许垂直下垂或水平摆动。
导线键合设计 - 楔形键合
1.即使焊点只比导线直径宽2-3微米,也可以实现高强度的楔形键合。
2.焊盘长度必须支撑楔形键合的长尺寸以及尾部。
3.焊盘的长轴应沿着预期的导线路径方向。
4.键合间距必须设计成保持导线之间的一致距离。
这篇关于微电子封装分类及引线键合的文章就介绍到这儿,希望我们推荐的文章对编程师们有所帮助!




