本文主要是介绍FDM型3D打印机学习,希望对大家解决编程问题提供一定的参考价值,需要的开发者们随着小编来一起学习吧!
目录
3D打印生产过程
结构分类
基本结构
工作原理
运动控制
运动轨迹规划
运动控制策略
温度控制
限位控制
调平控制
数学建模
挤出过程建模
路径规划建模
层间黏结模型
温度模型
材料特性模型
力学模型
机器学习
打印材料特点
温度传感器
步进电机丢步问题
进料系统组成
喷头温度控制数学模型
喷头系统的组成
喷头评价因子的设定
成型效率比例因子
温控精度比例因子
加热机构锥形腔形状系数
温控幅度比例因子
喷头评价因子总结
材料挤出方式
插补算法
参考文献
3D打印生产过程
3D打印技术的生产过程为:首先,通过Pro/E、SolidWorks等三维建模软件生成具有一定尺寸、形状的三维模型,完成后将此三维模型保存为能被切片软件所识别的文件类型;接下来利用切片软件对模型作进一步调整,调整完成后用切片软件进行切片。此过程将三维立体模型转化为极多个二维平面模型。
紧接着再对每个二维模型进行分析并进行打印头的运动路径规划,打印头完成的这些路径将铺成一个完整的二维平面。将全部的路径信息及温度控制信息最终转化以G-Code代码的形式输出并保存;最终这些G-Code代码被3D打印机控制系统所识别并驱动运动控制模块执行操作。
3D打印机加热融化丝状耗材(PLA,ABS等材料),通过带有喷头的挤出机将材料挤出,逐层涂在热床上,被挤出的熔融丝状耗材与前一层材料粘合一起,一层的材料沉积粘合后,热床下降一定高度,重复之前的步骤直到打印件完成。
结构分类
Prusa i3型是一种龙门结构,这种结构的打印头沿着X轴和Y轴移动,而打印平台则沿着Z轴移动。I3结构通常配备有一个或两个挤出头,支持打印多种材料。
Core XY型是一种XY轴结构,XY轴由一个或多个电机驱动,而Z轴由另一个电机驱动。这种结构设计可以实现更高的打印速度和更快的换向,因为它消除了传统设计中XY轴移动时的机械限制。Core XY打印机适合高速打印和精确控制,但可能需要更多的组装和校准工作。
Delta / 三角洲(并联臂)型是一种并联臂结构,三角洲打印机以其独特的三角形支架结构而命名,这种结构在三个支撑臂上分别安装有打印头,形成一个稳定的三角形。打印头的移动是由三个独立的斜杆和带轮系统控制的,这使得运动非常平滑且快速。三角洲结构通常具有较高的打印速度和良好的稳定性,适合快速原型制作和小型零件的打印。缺点是打印平台的面积通常较小,不适合打印大型物体。
基本结构
1、送丝机构:将塑料丝从卷轴送入挤出机,并保持一定的送丝速度。
2、挤出机:这是FDM打印机的核心部分,负责将熔融的热塑性材料挤出并沉积在工作台上,形成所需的形状。挤出机一般是由一个步进电机,一个加热器,一个喷嘴和一个风扇组成。
3、打印平台:用于支撑打印物体,可以上下移动。热床一般是给材料加热,把材料粘在上面,防止翘边。
4、移动系统:包括x轴、y轴和z轴的驱动机构,使打印头能在三维空间内移动。步进电机带动丝杆转动,从而使喷头和热床移动。
5、控制系统:通常由计算机和相应的软件组成,负责控制整个打印过程,包括路径规划、速度控制、温度调节等。
6、冷却系统:在打印过程中,为了加快固化速度和防止融化塑料粘连,通常会有冷却风扇对打印物体进行冷却。
工作原理
FDM打印机的工作原理主要基于熔融沉积成型技术(Fused Deposition Modeling)。
首先,将低熔点丝状材料通过加热器的挤压头熔化成液体。然后,挤压头沿零件的每一截面的轮廓准确运动,将熔化的热塑材料丝通过喷头挤出,沉积在工作台上。每完成一层成型,工作台便下降一层高度,喷头再进行下一层截面的扫描喷丝。如此反复逐层沉积,直到最后一层,最终形成一个实体模型或零件。
在FDM打印过程中,每一个层片都是在上一层上堆积而成,上一层对当前层起到定位和支撑的作用。送丝机构为喷头输送原料,送丝要求平稳可靠。送丝机构和喷头采用推-拉相结合的方式,以保证送丝稳定可靠,避免断丝或积瘤。
此外,FDM打印机还需要配合计算机软件程序进行控制,以确保打印精度和打印速度。打印材料的选择也非常重要,需要选择黏度低、熔点低、黏结性高、收缩率小的热塑性材料,以保证打印出来的物品质量和精度。
运动控制
运动轨迹规划
直角坐标下的轨迹规划简单、高效,运动路径多为直线,打印过程整体十分平顺;但面对形状、结构复杂的模型时该方法的局限性也体现了出来,会出现打印效果不理想、打印材料浪费等问题。
圆柱坐标下的轨迹规划最大的特点就是适用于回转体类的模型,当利用圆柱坐标对回转体类零件进行轨迹规划并打印时,打印质量明显提高,打印过程也平稳、顺利;但是由于在3D打印中不可避免地考虑到重力方向,而圆柱坐标总是会围绕一个轴旋转,因此很难控制重力方向。
极坐标的优势在于打印的多样性,无论何种形式的模型都可以较为顺利地打印出成品,在设计打印机时可采用最简结构,使极坐标三维打印机成本控制在最低,同时保证打印精度和稳定运行。
运动控制策略
材料的进给速度与喷头移动速度有关,二者相互存在影响,这两个速度是需要耦合的。
过快的速度会产生较大的振动,电机也会出现更多的失步;过大的电流会加速电机的发热,影响电机的使用寿命,而且会产生大量的噪音和失步现象。
电机控制算法包括:直线加减速算法、梯形算法、指数曲线加减速算法、S曲线加减速算法、自适应控制、模糊控制、变细分数控制等算法。
温度控制
目前市面上绝大多数消费级FDM打印机都是敞开式的,材料成型的环境温度和室温一致,一些材料(例如ABS)从喷头挤出后,一下子冷却到室温,与打印平台的粘附就会不牢,导致后面打印失败。通过加热打印平台可以改善这种情况,这种可加热的打印平台也被称作热床。合适的打印平台温度可以有效地增强材料与平台的粘附力。而打印工程塑料或者高性能特种工程塑料,由于材料冷却固化后内应力比较大,打印过程中很容易翘曲变形,这时仅仅有热床就不够了,还需要有一个具备一定温度、封闭的恒温舱。
3D打印系统中温度的控制是至关重要的一部分,需要加热的模块一般是打印头和打印平台。喷头在挤出耗材时需要长时间稳定保持使塑料耗材成黏流态的温度,若喷头内温度过高将会使耗材碳化分解,堵塞喷头;若喷头内温度过低将不能使耗材熔融,无法被顺利地被挤出。对于热床而言,只有保持一个合适的温度才能使挤出的耗材很好地黏附在热床上,形成一个稳固的基底;因此,温度控制系统的好坏直接决定着打印能否顺利进行以及打印模型的质量。
温度控制绝大多数采用闭环反馈控制回路的方案,非工业级3D打印设备常采用热敏电阻作为温度检测与模拟信号采集元件,温度精度能达到±1℃;工业级3D打印设备会采用热电偶作为温度检测和信号收集元件,精度要求更高。
限位控制
限位控制是3D打印控制系统当中一个重要的安全控制环节。一般桌面级3D打印设备从节约成本考虑,多采用机械接触式限位开关来限制打印行程,起到一定的保护作用;但是,传统的机械接触式限位开关具有响应慢、精度差及寿命短等缺点,因此,有学者提出了使用光电行程开关。光电行程开关控制方案具有体积小、控制精度高、响应快及抗干扰能力强等优点。
调平控制
自动化的调平装置及控制系统,使用步进电机作为调平动作单元,结合螺杆传动,实现打印机热床平台的平衡调节。在调平之前首先需要选取合适的参考面,应用中多以水平面或设备运动平面作为参考面。
从3D打印精度这一角度来考虑,以设备运动平面作为调平的参考面更为合适,这样可以更好地实现打印头与打印平台之间的相对平行,从而获得更好的打印效果。
数学建模
挤出过程建模
塑料的熔化和挤出过程可以通过流体力学和热力学的方程来描述。熔化过程中,塑料的温度分布和熔化速率需要通过热传导方程来模拟。挤出过程中,塑料的流量与挤出机转速、螺杆几何形状和温度有关,这可以通过流变学方程来建模。
路径规划建模
数学模型需要规划打印头的移动路径,以确保材料能够精确地沉积在正确的位置。这涉及到计算几何学中的路径规划和算法,如Bresenham算法或最近点路径规划算法。
层间黏结模型
在FDM打印中,不同层之间的黏结强度对打印质量至关重要。层间黏结模型描述了相邻层之间的黏结机制和影响因素,如材料的表面张力、润湿性和固化时间等。
温度模型
FDM打印过程中,材料的温度是一个关键因素。温度模型描述了打印头、工作台和周围环境的温度分布和变化。这个模型需要考虑热传导、对流和辐射等多种热传递方式,以及材料的热物性参数。
材料特性模型
塑料的物理和化学特性,如热膨胀系数、熔点和固化时间,需要被模型化。这些模型可以帮助预测打印过程中的材料行为。
力学模型
打印出的物体在固化后的力学性能也需要被考虑,这可以通过有限元分析(FEA)来实现。模型可以预测打印物体在不同应力和温度条件下的强度和变形。
机器学习
为了进一步提高打印质量和效率,可以使用机器学习算法来优化打印参数。这些算法可以基于大量的打印数据来预测最佳打印参数。
打印材料特点
常用的塑料耗材有PLA和ABS两种,直径分别为1.75mm和3.0mm。PLA是生物分解性材料,具有较低的熔体强度,打印模型更容易塑形,表面光泽性优异,色彩艳丽,气味宜人,适于环保产品;ABS有刺鼻气味,但它的耐撞和耐热性好,适于对耐热和耐磨要求较高的产品。
PLA耗材最佳的打印温度为180~210摄氏度,ABS耗材最佳的打印温度为190~210摄氏度。根据热学理论和进料量,加热管功率在30~40W时效果较佳。
温度传感器
铂热电阻Pt100是一种常用的温度传感器,测量范围为-190~630摄氏度,精度为±1摄氏度,在0~630摄氏度时,铂热电阻Pt100的阻值温度关系为:

步进电机丢步问题
为减少丢步现象,在电机模块软硬件设计时,应注意以下几点:
- 尽可能得到准确的负载大小,使电机扭矩有20%以上的余量,即大马拉小车;
- 采用梯形结构的启动、运行和停止方式;
- 大负载选用低速、小步距角和小细分数,小负载可选用高速、大步距角和大细分数;
- 电机驱动芯片至少有20%的功率余量,同时提供上限电压使电流动态调整。
进料系统组成
进料系统主要由四部分组成:加热模块、温度模块、电机模块和风扇模块。其中,加热模块由加热控制电路和加热管组成,实现固体塑料融化;温度模块由温度测量电路和温度传感器组成,实现温度和进料控制;电机模块由电机控制电路和电机组成,实现送料量控制;风扇模块由风扇控制电路和风扇组成,实现气体扩散和系统冷却。
喷头温度控制数学模型
电加热装置可用一阶惯性滞后环节近似描述被控对象的数学模型,所以FDM型打印机喷头数学模型为:

上式,K为对象增益,T为时间常数,τ为滞后时间。
喷头系统的组成
FDM 喷头,从工业工艺学角度分析,共有4个功能结构,分别为给进机构、加热机构、成型机构和打印介质。
喷头的2个功能:
- 将打印材料融化至熔融状态;
- 将加热好的材料在平台上挤出。
打印精度的影响3个因素:
- 加热机构的加热温度;
- 给进机构的给进速度;
- 打印介质的材料直径。
通过使用给料轮将固态可熔融物质挤入到加热腔中,利用该压力将熔融后物质在下部成型,最终在承接装置上冷却重新成型。

喷头评价因子的设定

材料给进速度:

打印材料从固态转为熔融态,再重新塑化成固态的过程中,存在两次体积变化。成型体积表示为:
![]()
固—熔—固过程存在高分子微观结构的变化,且该变化与材料的高分子链结构、加热温度和环境温度有关,所以SeV的实际值不固定。
最小成型体积决定了打印精度。

成型效率比例因子
喷口的直径和最小成型体积之间的关系反映喷头的成型效率,即固定喷口直径条件下,使其最小成型体积更小,可以提升打印表面平整度。
成型效率比例因子表示为:

温控精度比例因子
温度精度比例因子主要用于控制高温加热过程对高分子聚合材料高分子链状结构的改变过程。
温控精度比例因子表示为:

加热机构锥形腔形状系数
加热机构的锥形腔是高分子材料熔融过程的反应容器,其几何形态直接影响到加热效率和加热控制精度。锥形腔的内部空间形状不一定为3个锥形台体连接的形状,可能包含部分曲面和倒角结构,但其结构可以基本等效为3个锥形台体的首位连接状态。

将加热腔分为3段,每段可等效为一个正台柱体,其体积公式为:

面积公式为:

考虑到倒角、壁厚等原因,其实际体积
![]()
将加热腔体积V与加热腔长度L的三次方相比,可以形成一个无量纲比例因子:

将加热腔体积V的二次方与加热面积S的三次方相比,可以得到一个无量纲比例因子:


温控幅度比例因子
加热机构的加热体温度为T,此时无法有效测量加热腔中温度,但在加热腔形状系数NVL和NVS不变的前提下,其理论传导系数保持不变,即可将加热
体温度T的控制能力等效为加热腔温度T'的控制能力。
温控幅度比例因子表示为:

喷头评价因子总结
温控精度比例因子越接近于0,喷头性能越好。在温控幅度比例因子NT保持不变的前提下,温控精度比例因子不受喷头结构的影响(面积和体积),仅与材料物理化学性质有关。
成型效率比例因子BDS和温控幅度比例因子NT之间没有统计学关联,喷口直径对BSD影响较大,喷口直径越小,打印精度越高。
温控幅度比例因子NT越大,温度控制效率越高。
加热体温度为材料熔融点的1.03倍,成型精度最高(T=1.03T0)。
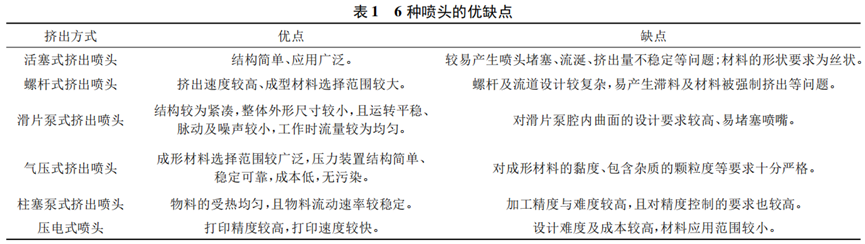
材料挤出方式
插补算法
常用的插补算法有逐点比较法、最小偏差法和Bresenham直线生成法,优点是算法简单、插补计算速度快和插补误差较小,缺点是不能两轴联动,影响加工精度,插补次数多,执行时间长,影响生产效率。
注意:论文中有详细的介绍,以后用到再详细学习插补算法。
参考文献
[1]葛正浩,岳奇,吉涛.3D打印控制系统研究综述[J].现代制造工程,2021,(10):154-162.DOI:10.16731/j.cnki.1671-3133.2021.10.024.
[2]司国斌,王春霞,靳孝峰.FDM型3D打印机的高精度进料系统研究[J].工程设计学报,2016,23(05):497-500+512.
[3]胡亚南,祁广利,霍蛟飞等.基于模糊PID的FDM型3D打印机喷头温度控制系统[J].包装工程,2017,38(19):173-178.DOI:10.19554/j.cnki.1001-3563.2017.19.037.
[4]童和平.FDM 3D打印机喷头设计[J].制造技术与机床,2021,(08):122-126.DOI:10.19287/j.cnki.1005-2402.2021.08.009.
[5]王春香,张辉.FDM型3D打印机喷头结构的进展[J].塑料,2021,50(03):93-98.
[6]丁承君,韩承都.CoreXY机构3D打印机运动控制算法研究[J].制造业自动化,2019,41(02):81-85.
这篇关于FDM型3D打印机学习的文章就介绍到这儿,希望我们推荐的文章对编程师们有所帮助!