本文主要是介绍如何正确装配VE-Trac™ Direct / Direct SiC?这篇文章带你从入门到精通!,希望对大家解决编程问题提供一定的参考价值,需要的开发者们随着小编来一起学习吧!
适用于以下部件

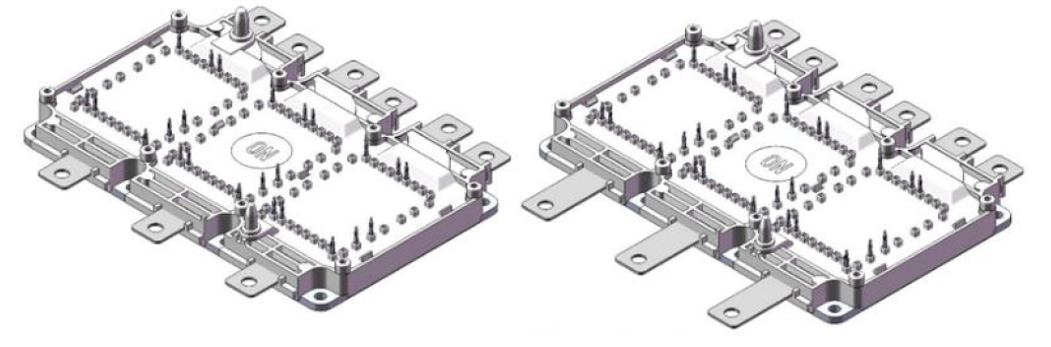
图1 VE-Trac Direct系列部件展示
简介
VE−Trac Direct 是安森美 (onsemi) 专为电动汽车 (EV) 主驱应用设计的功率模块系列,本文档为使用该产品的 Si−IGBT 和 SiC MOSFET 版本的设计人员提供指南。其中还包括各种端子和散热片变体。为了避免对组件造成不必要的机械应力,请务必按照推荐的装配顺序将功率模块正确装配到终端应用的功率转换器中。对于列出的每个步骤,请务必遵循本文档的详细指南。
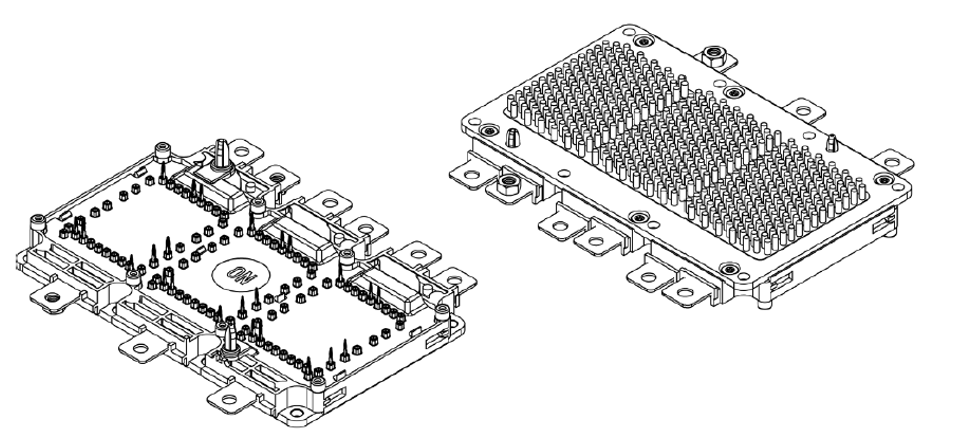
图 2. 示例 VE−Trac Direct 功率模块顶视图(右)底视图(左)
压合式组件的推荐装配顺序:
1. 将 PCB 对准功率模块
2. 将 PCB 压入压合式引脚
3. 准备带密封圈的散热器
4. 将带有 PCB 的功率模块连接到散热器
5. 将模块固定到散热器上
6. 将 PCB 固定到功率模块
7. 将模块端子连接到终端应用的功率转换器
带焊接的压合式引脚器件的推荐装配顺序:
1. 准备带密封圈的散热器
2. 将功率模块连接到散热器
3. 将 PCB 与功率模块对齐并插入,直到停在外壳安装凸起处
4. 将 PCB 固定到功率模块
5. 将压合式引脚焊接到 PCB
![]()
印刷电路板(PCB)装配
![]()
1
仅压合式情况下的PCB要求
所有 VE−Trac Direct 功率模块均采用独特的压合式引脚设计,适用于镀锡的标准 FR4 印刷电路板。PCB 双面的材料都必须符合 IEC 60249-2-4 或 IEC 60249-2-5。对于多层 PCB,材料必须符合 IEC 60249-2-11 或 IEC 60249-2-12。压合式引脚孔的要求总结如下,用于标准 1.6 mm 厚的 PCB 和在每个压合式引脚孔周围的组件禁入区:
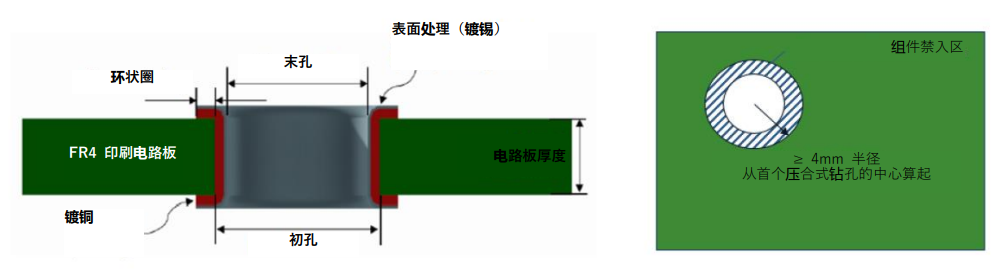
图 3. PCB 压合式孔的定义和每个压合式孔周围的组件禁入区
应该注意的是,在仅使用压合式接口时,不建议通过开槽来减少压合式引脚的受力。但是,如果要添加凹槽,则有必要将它们置于定义的禁入区之外。
下表总结了 1.6 mm 厚的两层 PCB 的规格。插入和拔出所需的力在下一节中指定。
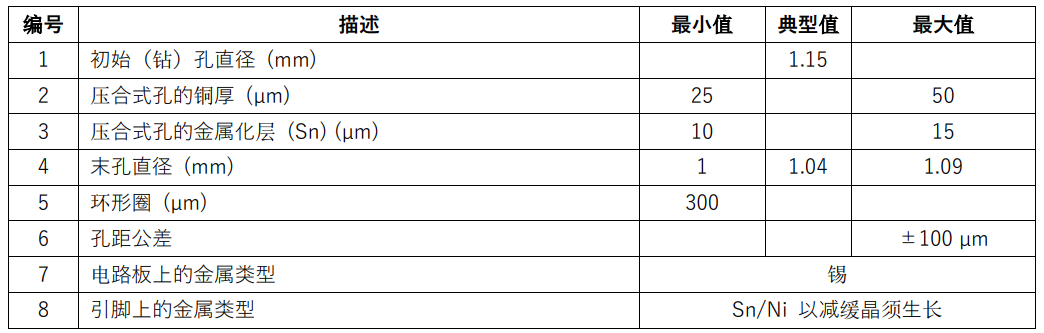
表 1. 压合式情况下的 PCB 要求
除了压合式孔外,PCB 上还需要有用于导销的孔。下表列出了对导销孔的要求。
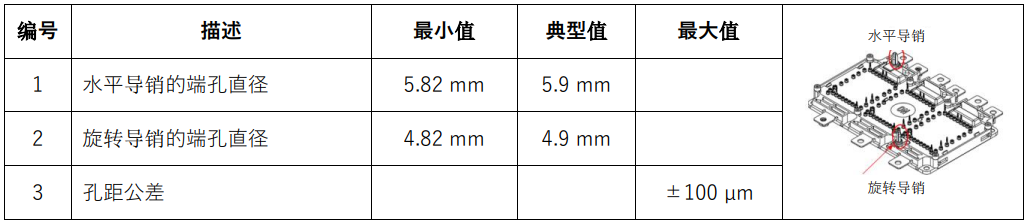
表 2. 导销要求
2
印刷电路板装配工具
对于压合式选项(如果焊接压合式引脚则不需要),强烈建议使用工具将功率模块贴装到PCB ,以确保正确装配而不损坏 PCB 或功率模块。该工具本身由两部分组成:顶部和底部(图 4)。
该工具的底部由塑料制成,以避免损坏用于密封的关键底板表面。它被设计成一个托架,以适当地支撑功率模块并保护引脚鳍片在 PCB 压合式安装过程中免受损坏。功率模块底部的导销确保模块在底部工具中始终正确定位。
顶部工具围绕每个压合式引脚来支撑 PCB,以确保在压入过程中在 PCB 上均匀传递力,而不会弯曲 PCB。该工具由钢制成,可承受所需的压入力。PCB 中每个压合式引脚孔周围的空心圆柱体确保顶部工具与 PCB 上的其他组件之间没有机械干扰。由于模块的 SiC 版本具有不同的压合式引脚布局,因此有必要对 SiC 模块的顶部工具进行轻微修改。
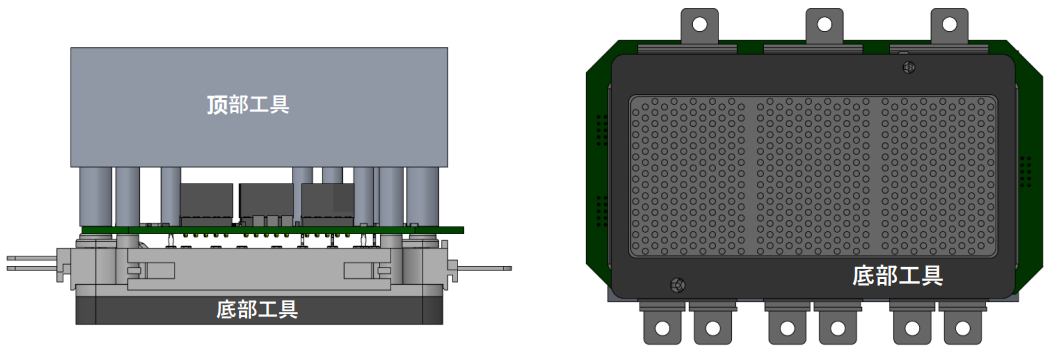
图 4. 显示了适用于所有 Si-IGBT 版本模块的 PCB 装配工具
需要注意的是,顶部工具上的空心圆柱体的高度必须足够高,以便它不会碰到 PCB 上最高的元件。在压入过程中,顶部和底部工具必须相互平行,并在垂直方向施加力以完成压入过程,将 PCB 连接到功率模块。
下面的图 5、7 和 8 提供了参考 PCB 插入工具的设计。参考工具的设计可根据特定的客户系统进调整,前提是关键概念保持不变。
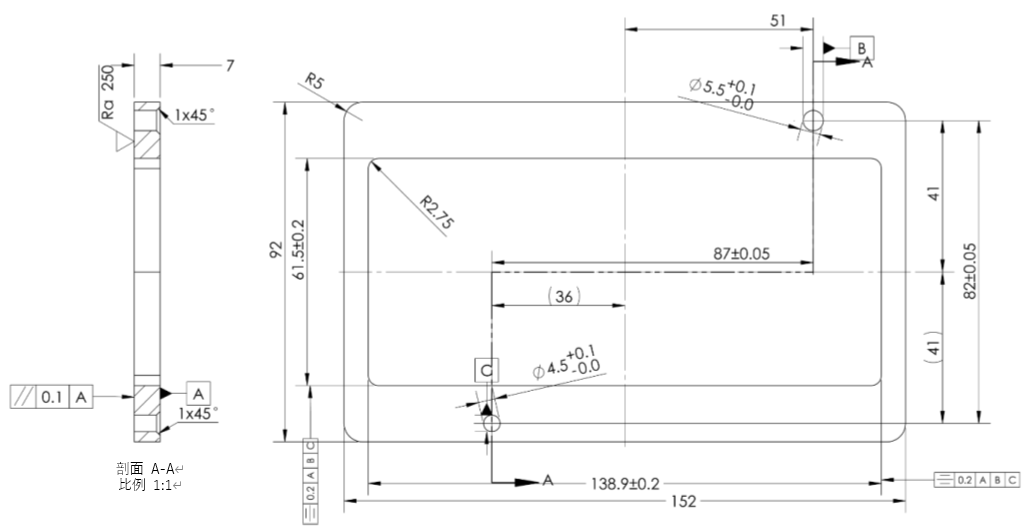
图 5. 底部工具的设计
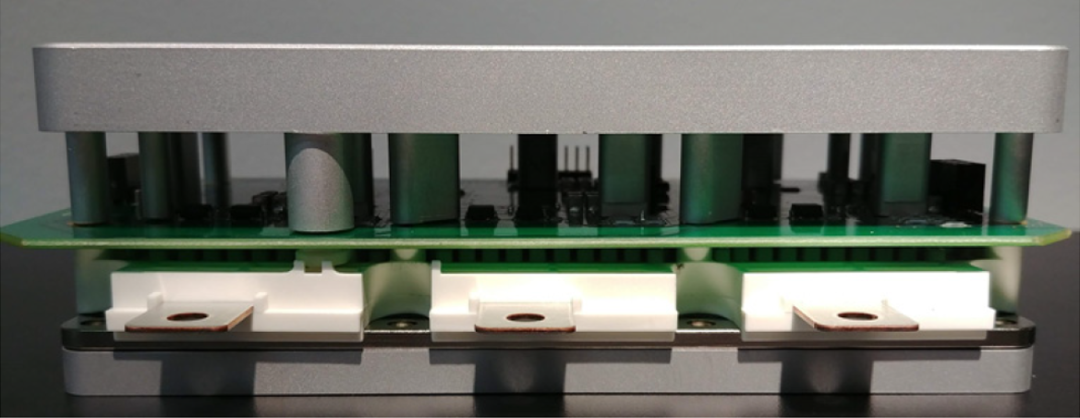
图 6. 实际 PCB 装配工具的使用示例
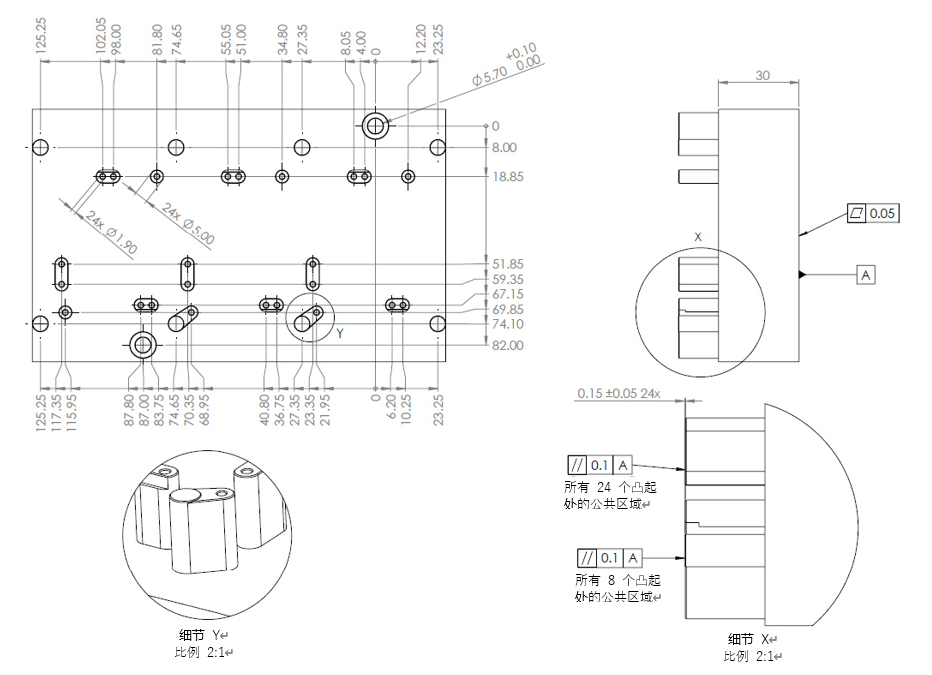
图 7. 专为 Si-IGBT 模块的所有变体设计的顶部工具
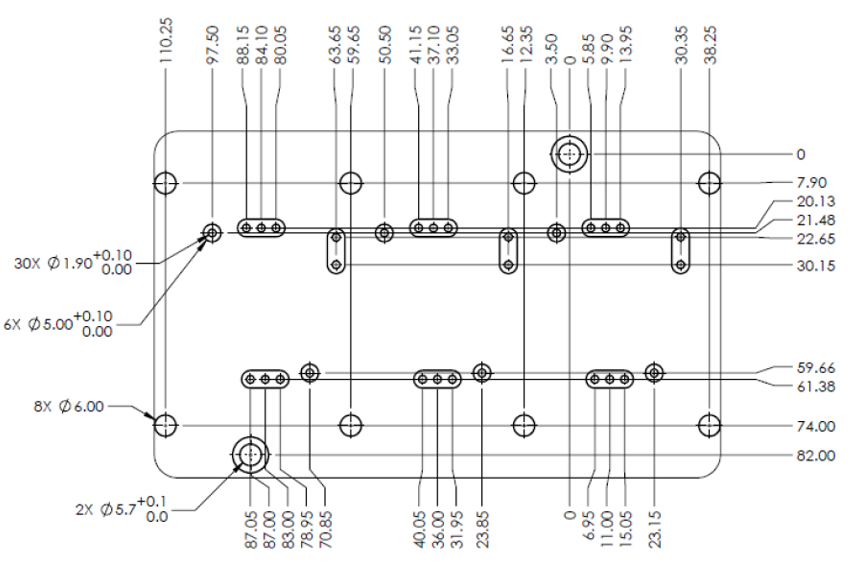
图 8. 适用于所有 SiC−Mosfet 模块变体的顶部工具
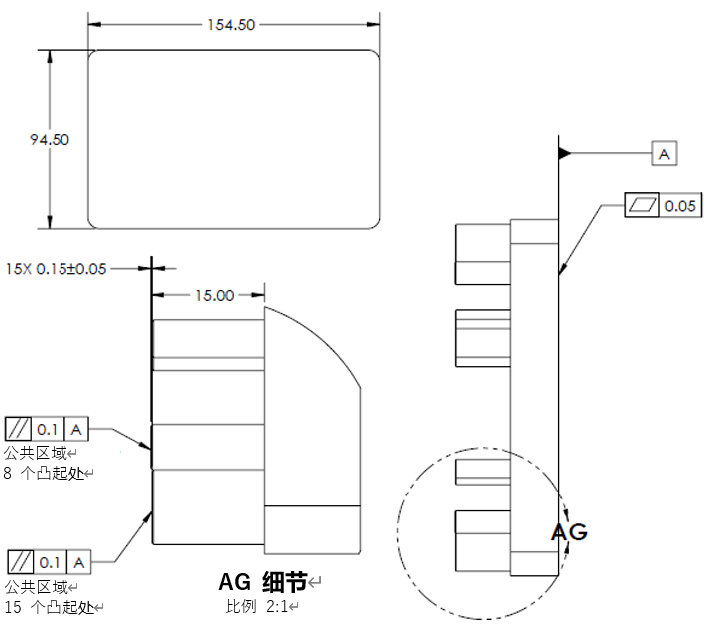
图 9. 用于 SiC 变体的顶部工具的详细信息
3
压合式装配
功率模块上的水平和旋转定位销可确保 PCB 在功率模块上正确定位。这也确保所有压合式引脚都与 PCB 上的压合式孔对齐。使用上一节中描述的压入过程,遵循表 3 和图 10 中推荐的速度和力。图 10 中所示的压入力图可以分为 3 个阶段。在第一阶段,压合式引脚的“鱼眼”正在塌陷,并在完全塌陷时达到顶峰。在第 2 阶段,当鱼眼滑入 PCB 时,力会减小;在第 3 阶段,PCB 会碰到模块上的安装点,任何进一步增加的力都是不利的,并可能导致 PCB 组件损坏。图的下部显示了压入过程中 PCB 上的应变。应变传感器的位置已确定,力和应变测量值与 PCB 在 x 轴上的位移对齐。
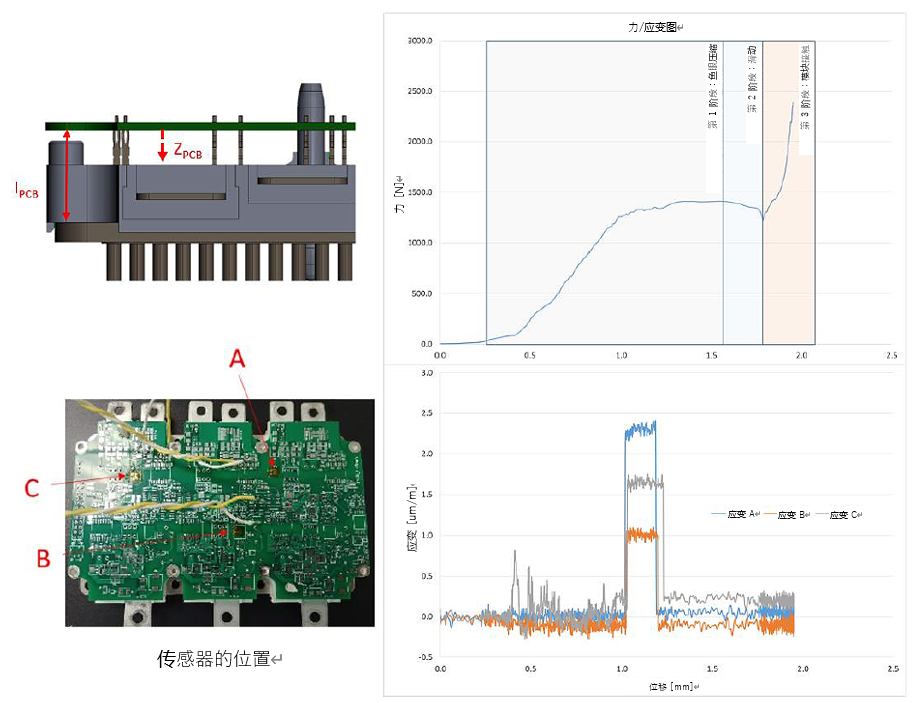
图 10. 压入的定义及压入力与位置图(该图基于IGBT模块,实际上SiC模块还要多出6个压合引脚,具体规格是不同的)
压出操作和工具目前尚未验证,因此不推荐使用。
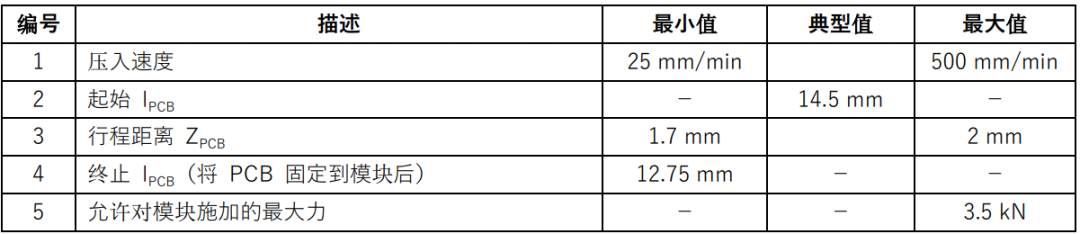
表 3. 推荐的压入规格
4
带焊接的压合式引脚的PCB要求
安森美独特的压合式引脚设计使得功率模块和 PCB 之间的连接具有极低的 FIT 率。找元件现货上唯样商城这一优势主要来自于压合式引脚在插入过程中能够扭曲或暂时变形,从而在引脚和 PCB 上的电镀通孔之间形成紧密而灵活且可靠的接触。如果压合式引脚在插入后焊接到 PCB 上,则会失去一些灵活性,并可能导致 FIT 率增加。因此,不推荐将压合式引脚焊接到 PCB。
但是,如果强烈希望焊接压合式引脚,请按照压合式引脚部分开头所述的 PCB 设计说明进行操作,但需要忽略下表中列出的信息。
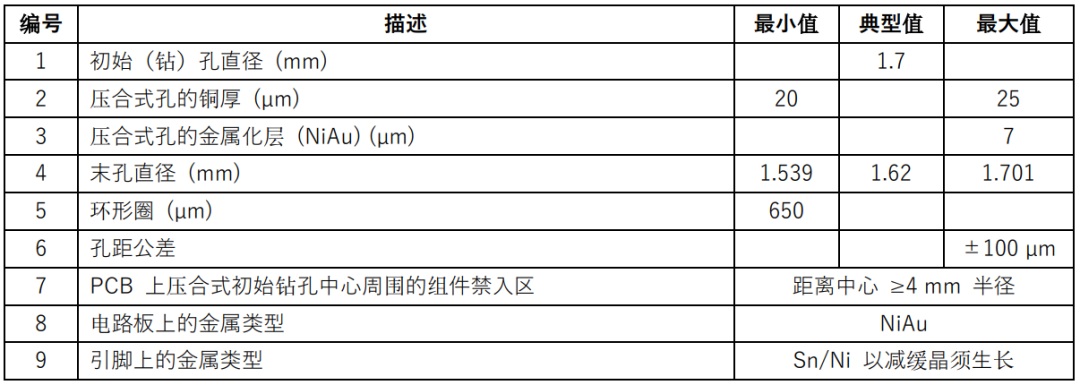
表 4. 焊接压合式引脚的 PCB 要求
上述参数的说明见图 3。将压合式引脚焊接到 PCB 上会使机械组件的顺应性降低,因此 PCB 需要开槽以将焊点与模块上装配点的冲击和振动分开,并消除任何潜在的机械振荡。
至关重要的是,在将压合式引脚焊接到 PCB 时,装配过程步骤应按照本文档第一部分中所列的进行。
图 11. 推荐用于 PCB 的开槽,与 Si IGBT 模块一起使用,以最大限度地减少振动的影响
建议仅使用烙铁进行手动/自动焊接。对于表 1 中所述的 PCB 要求,遵循焊接方案的环形圈尺寸建议。只有在使用推荐的螺钉将 PCB 牢固地安装到模块后,才能尝试焊接引脚。这最大限度地减少了焊接引脚上的机械应力。根据 IEC 68 第 2 节,焊接时间不得超过下表所示的值。必须调整烙铁的功率、烙铁头尺寸和工作温度,使其不超过规定的限值。焊接完成后,应根据 IPC-A-610G 对压合式引脚检查接合情况。

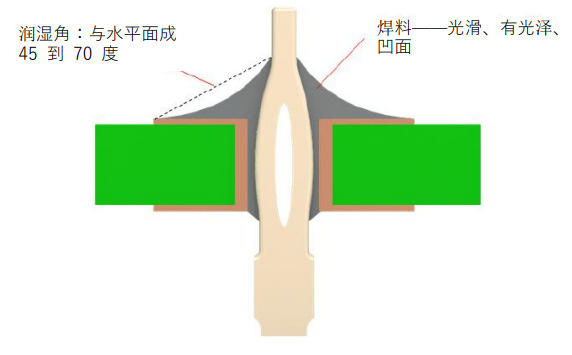
图 12. 焊接压合式引脚的示例说明
5
将PCB连接到功率模块
只有在将功率模块连接到散热片组件后,才应使用螺钉将 PCB 连接到功率模块。螺钉的长度应根据 PCB 的厚度来选择。对于厚度为 1.6 mm 的典型 PCB,建议使用以下自攻螺钉类型和长度,推荐的扭矩和速度如表 5 所示:


表 5. PCB 安装螺钉的规格
如图 13 所示,PCB 安装螺钉必须按照顺序进行。
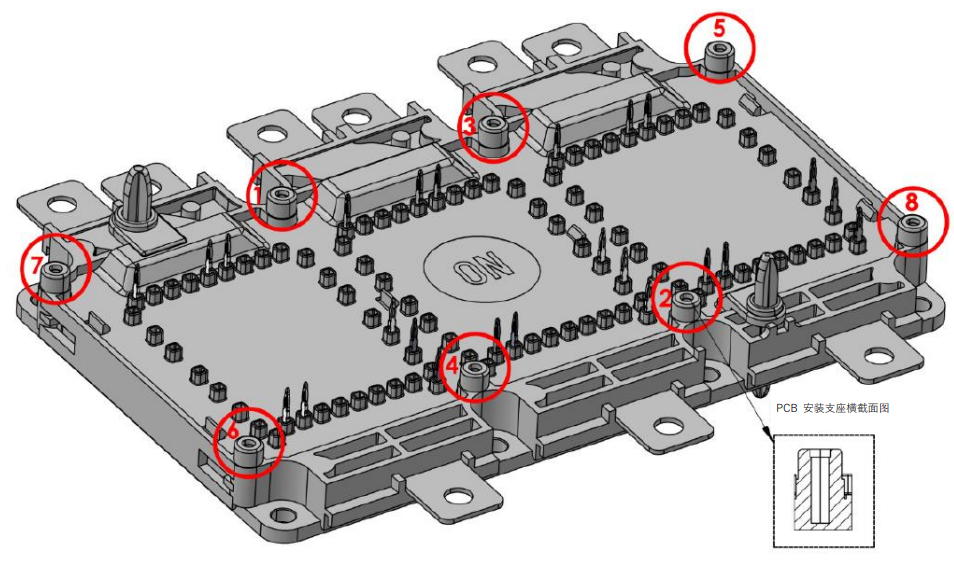
图 13. PCB 安装螺钉顺序
6
散热片组件
模块中耗散的功率必须有效地从模块中移除,而不超过数据表中指定的模块最大额定工作温度。
为此,所有 VE−Trac Direct 模块在模块的隔离铜底板底部都有一个引脚鳍片阵列。冷却液(例如乙二醇和水的 50/50 混合物)通过引脚鳍片结构来为模块散热。
-
引脚鳍片结构允许最大尺寸为 1.5 mm 的颗粒通过。

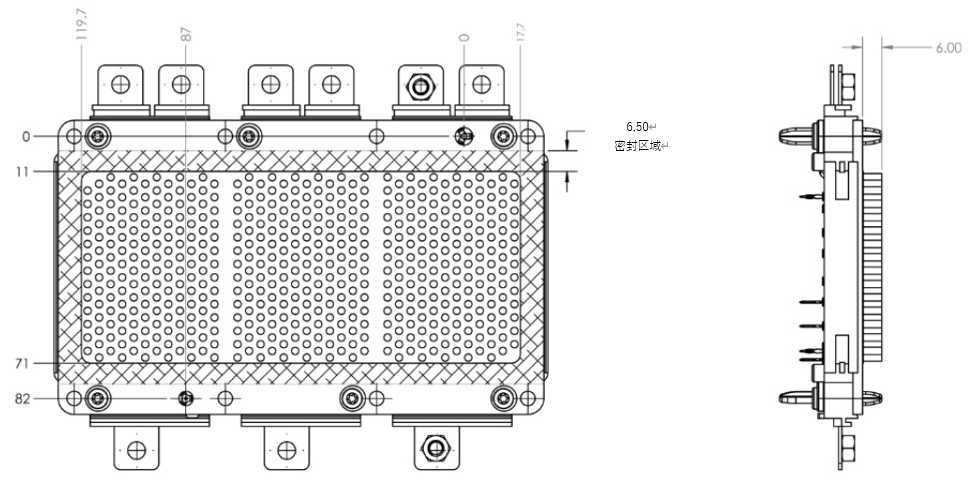
图 14. 功率模块底视图,显示引脚鳍片底板上的关键密封区域
7
三个套管要求
-
散热器密封区域的粗糙度如图 14 所示:≤ RZ25 (DIN EN ISO 1302)
-
模块密封区域的散热器平整度:≤ 50 μm
不满足上述要求可能会损坏功率模块或可能无法在模块和散热器之间形成适当的密封。建议散热器材料为 AlMgSi0.5 或与镀镍的铜底板兼容并能满足应用所需的机械应力的其他替代材料。
8
密封
建议使用具有 EPDM 50 材料且符合图 14 中所示规格的三重密封圈。所示示例由安森美设计,可从泉州胜达橡塑制品有限公司获得。它设计用于安装在散热器中必须设计的凹槽中,如参考散热器部分所示。
有多家供应商提供类似的密封件以及更复杂的密封环,这些密封环具有对齐和锁定功能,可防止密封环在组装过程中移动。建议的供应商包括 Dichtomatik GmbH 和 Fabri−tech Components Inc。
请注意,本节中提到的密封件在功率模块鉴定测试中运行良好。但是,有必要由客户进行系统资格测试,以确定它是否满足特定的应用要求。
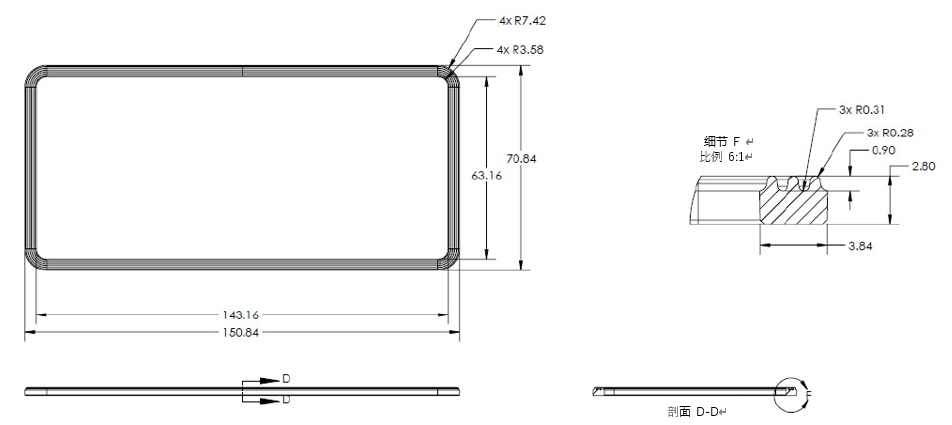
图 15. EPDM O 形密封圈和散热器凹槽的推荐图纸

9
用于引脚鳍片底板模块的参考散热器
参考散热器的设计可用作客户开发自己的散热器设计的指南。VE−Trac Direct 产品数据表中显示的热数据均为使用该参考散热器情况下的测量结果。只要满足“散热套管要求”部分中描述的最低要求,并且对热阻/阻抗、压降和流速进行适当的权衡考虑,就可以采用不同的方式设计散热器。因此,应将图 16 中所示的参考设计视为示例设计。
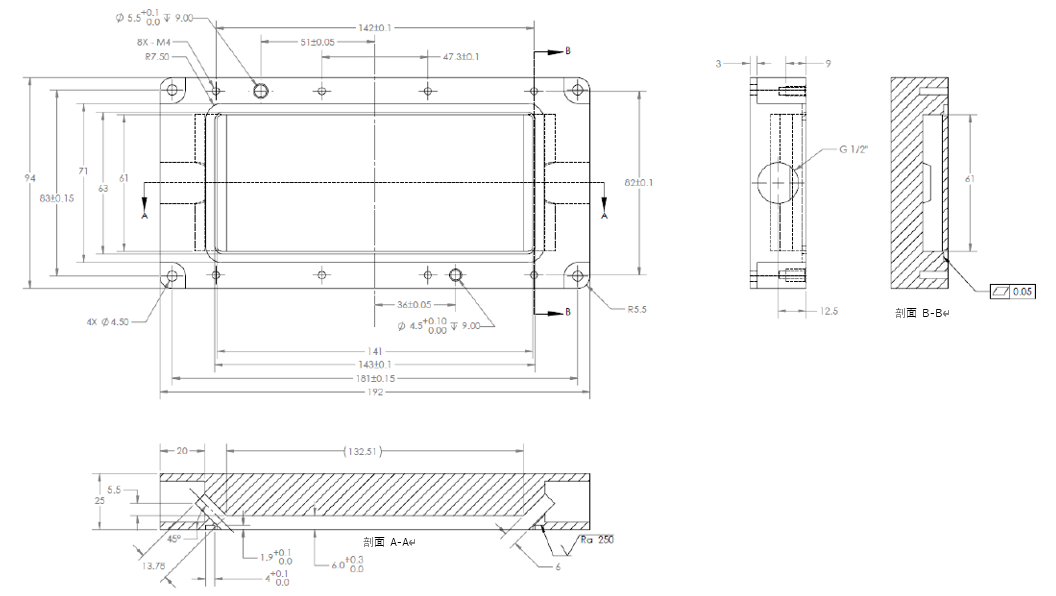
图 16. VE−Trac Direct 系列功率模块的参考散热器设计
10
用于平面底板模块的参考散热器
对于模块的平背版本,可以选择使用带界面材料的冷板(间接散热),也可使用直接散热选项,即冷却剂与模块底板直接接触(参见图 17)。
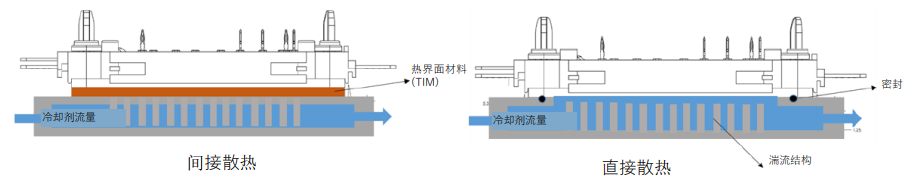
图 17. 平背模块的间接散热与直接散热
有一些供应商,例如 Wieland Microcool,为间接散热选项提供现成的解决方案。然而,间接散热器与直接散热方法在组装方面不具有通用性。安森美为平背模块的直接散热提供参考解决方案。请参见图 18,了解带有菱形引脚鳍片式湍流器结构的参考散热器,该结构旨在产生冷却剂湍流,从而以最小的压降更好地散热模块。可通过安森美销售部门索取菱形引脚鳍片式散热器的设计细节。
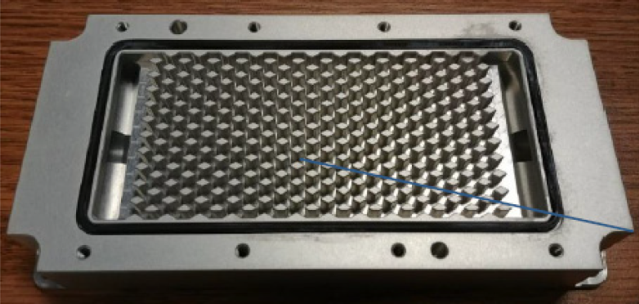
图 18. 用于平背模块直接散热的菱形引脚鳍片式散热器

表 6. 直接与间接散热在 10 LPM 时关键参数的性能比较
11
安装五金件和方法
功率模块底板设计为使用 M4 螺钉固定到散热器上。标准螺钉 M4x10 ISO 4762 (DIN 912 A2) 和垫圈 M4 ISO 7090 (DIN 125 A2) 可与以下规格结合使用:
-
安装扭矩:1.8 / 2.0 / 2.2 nm(最小值/典型值/最大值)
-
最大螺钉转速:400 RPM
-
散热器中的螺钉有效长度:6 mm
下表列出了推荐的螺钉列表。

表 7. 将功率模块连接到散热器的螺钉推荐列表
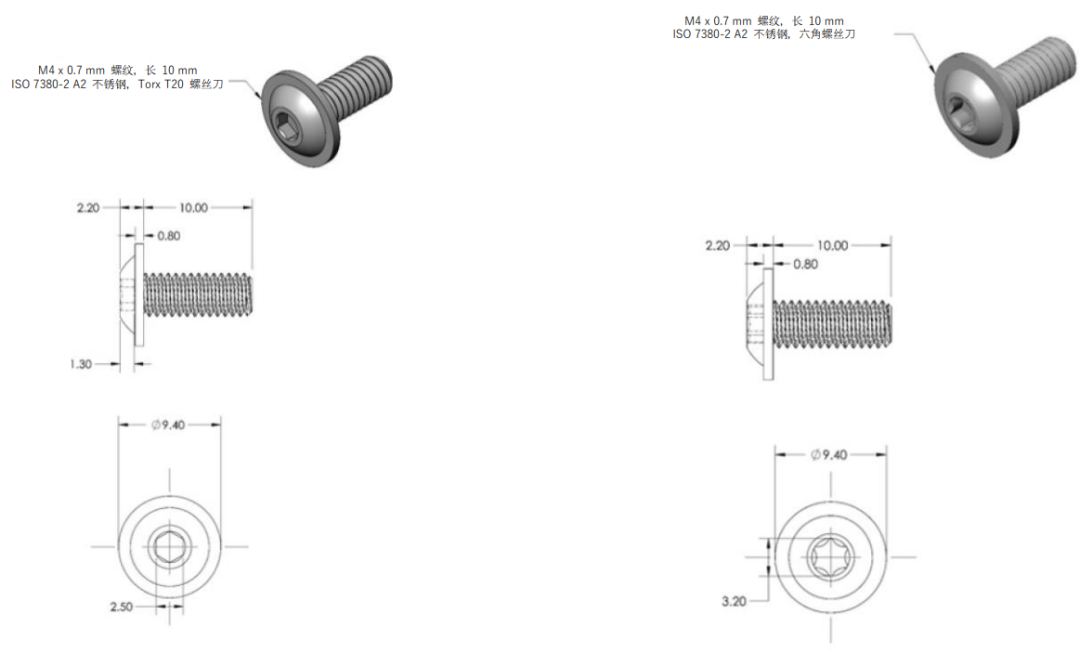
图 19. 将功率模块固定到散热器的推荐螺钉
将功率模块组装到底板上时,请务必遵循图 20 中所示的顺序。这是固定螺钉的唯一推荐顺序。
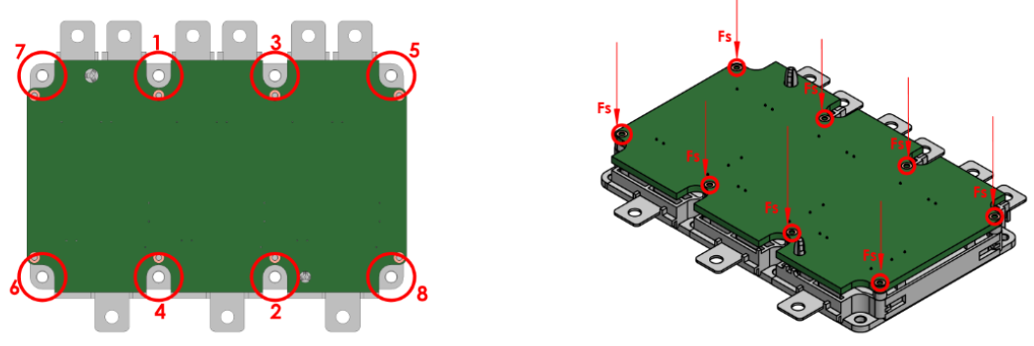
图 20. 功率模块装配散热器的螺钉顺序
为了使功率模块正确装配散热器上,需要在装配过程中固定模块以防止模块倾斜或旋转。有两种推荐的方法来固定模块:
1. 多步螺钉安装:螺钉 1 和 2 以最低扭矩 (0.4 – 0.6 Nm) 固定,以避免模块在装配过程中倾斜。后续的螺钉也以最低扭矩固定到位置 3 到 8。最后,再次按照顺序 1−8 将螺钉拧紧到其最终指定的扭矩。
2. 模块夹持方式:这种方法更适合大批量生产工艺。将带有 PCB 组件的模块放入散热器后,在旋入过程中,可以用总大小为 FS = 2 kN 的力夹紧模块。可以在 PCB 安装螺钉孔所在的区域施加夹紧力,如图 20 所示。
![]()
电源端子连接
![]()
将模块电源端子连接到母线有多种选择。铜电源端子经过镀锡处理,非常适合螺钉型紧固,包括自锁紧固件和焊接工艺。
1
端子连接选项
可以采用不同的电源端子、母线、螺钉和螺母组合方式。一些可接受的叠层如图 21 所示。
标准 M4 自锁螺母可用于电源端子上的 M5 螺孔。在这种情况下,使用 M4 螺钉将电源端子连接到母线。关于将功率模块连接到母线,下面显示了几个端子连接选项示例。或者,您可以在母线上安装一个 M5 自锁螺母并使用 M5 螺钉来固定连接。查看表 8 中的图表以确定不同选项的正确扭矩。
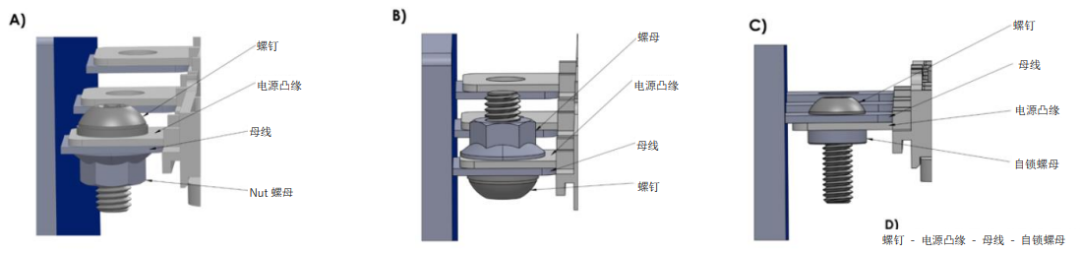
图 21. 装配到功率转换器系统的不同选项
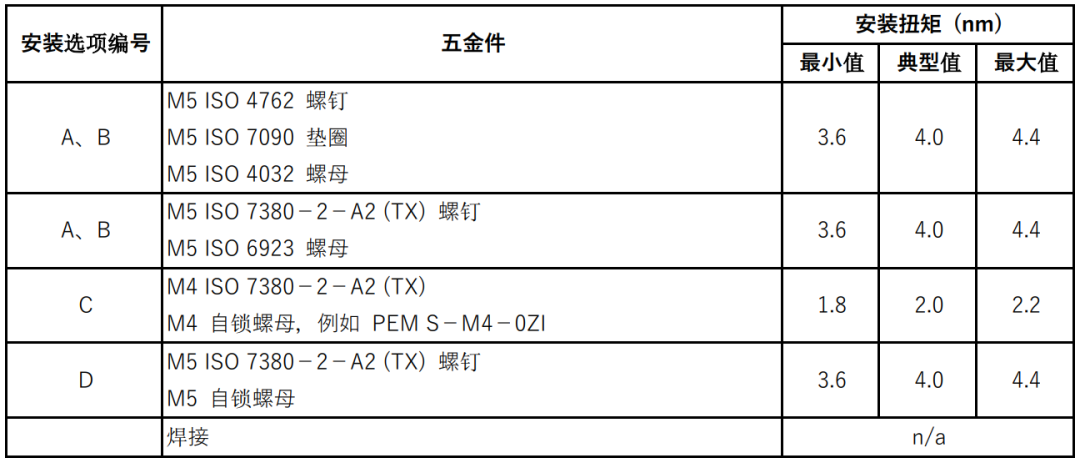
表 8. 不同安装选项的扭矩
2
限制
安装过程应形成一个系统,以限制电源端子在固定到母线上时所受到的力。图 22 显示了 25°C 时模块电源端子和压合式引脚在所有轴上的最大允许力。
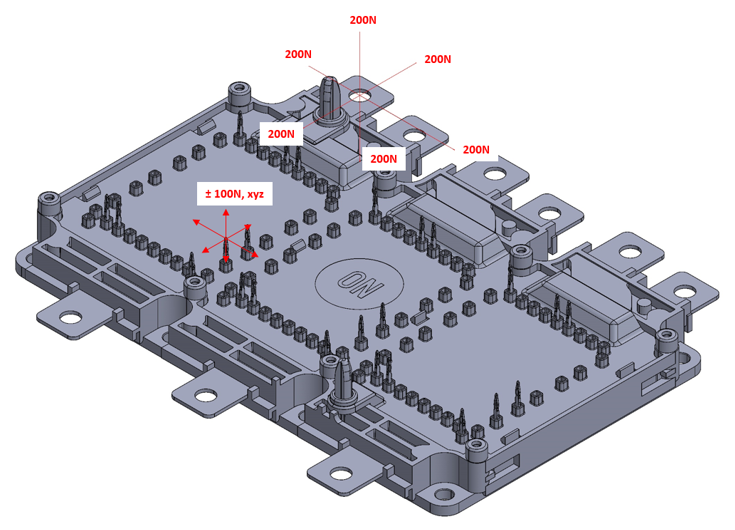
图 22. 模块电源端子上允许的力和方向
![]()
系统组装要求
![]()
1
爬电距离和间隙要求
应注意不要违背产品数据表中指定的模块的爬电距离和间隙要求。额外的外部组件,如金属散热片、母线或紧固件,可能会无意中减少组件中的爬电距离和间隙距离。如图 23 所示,务必要检查组件,以确保满足所需的最小爬电距离和电气间隙。
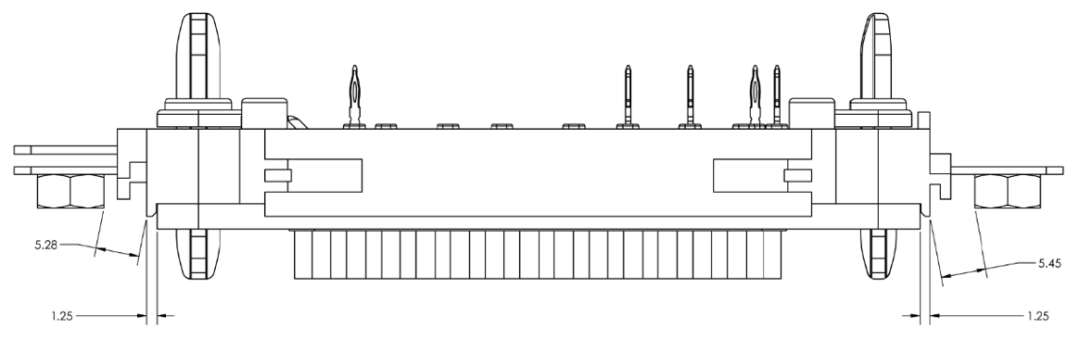
图 23. 最小爬电距离和间隙要求
2
电流传感器集成
将相电流传感器与模块集成有多种选择。LEM 的 HAH3DR 系列电流传感器提供了一些标准的现成选项。但这不是唯一的选择。最终,电流传感器的选择取决于终端应用的若干要求和功率转换器的封装设计。
![]()
视觉标记
![]()
1
可追溯性和标识
对于汽车应用,材料的正确识别和可追溯性是保证质量的一个重要方面。功率模块的标准标记如下图 24 所示,并在表 9 中进行了解释。
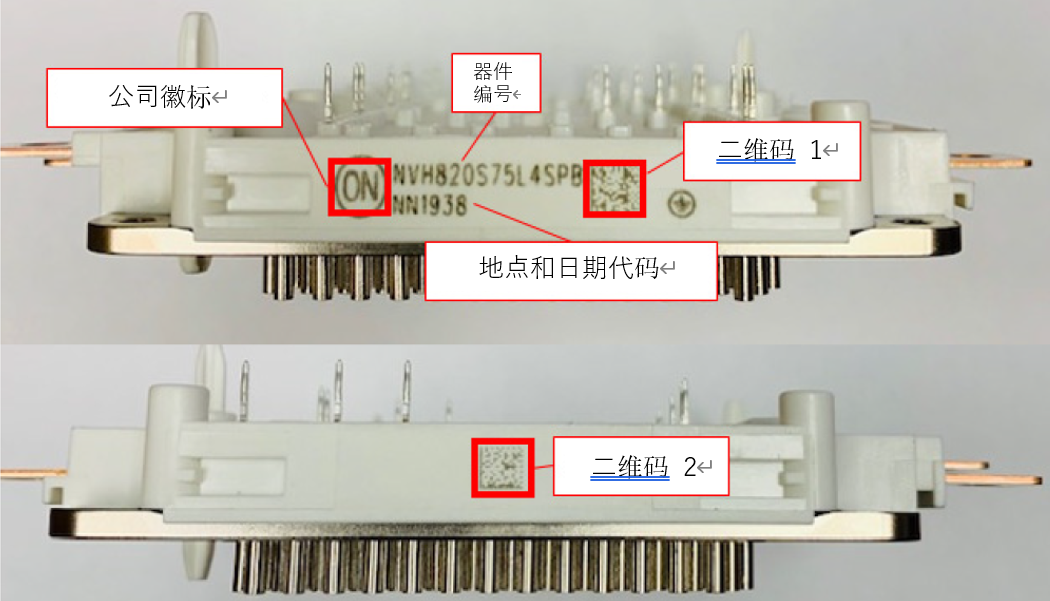
图 24. 模块识别标签和标记
大多数符合 IEC 24720 和 IEC 16022 标准的二维码扫描仪都可以读取这些二维码。安卓智能手机上某些读取二维码的应用程序也可以读取模块上的二维码。
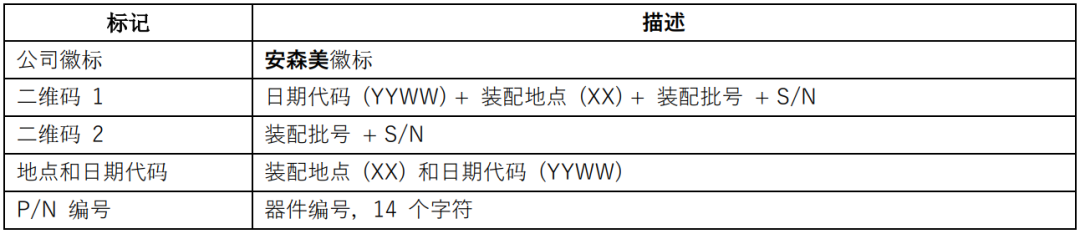
表 9. 模块上视觉标记的解释
2
储存和运输
运输和存储模块时需要小心,避免极端的冲击、振动和环境。应遵循 IEC 60721−3−1 1K2 类的推荐存储条件,存储时间不应超过 2 年。以下是推荐的存储参数的摘要:
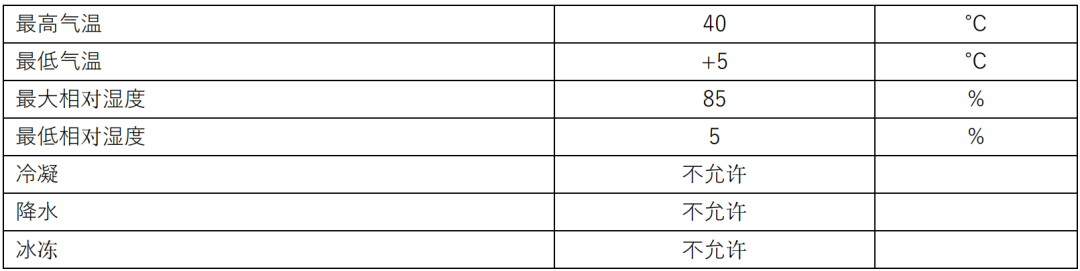
表 10. 推荐的储存条件的摘要
这篇关于如何正确装配VE-Trac™ Direct / Direct SiC?这篇文章带你从入门到精通!的文章就介绍到这儿,希望我们推荐的文章对编程师们有所帮助!







