本文主要是介绍CM6132型精密车床主传动系统数控改造设计,希望对大家解决编程问题提供一定的参考价值,需要的开发者们随着小编来一起学习吧!
对CM6132精密车床主传动系统进行数控化改造, 主要对主传动系统进行改造。改造包括机械和数控两部分。 机械部分:拆掉变速箱改用变频电动机实现无级调速。数控部分:数控系统采用开环控制系统,系统中没有反馈电路,不带检测装置,指令信号单方向传递。开环系统主要由步进电机驱动,结构简单,成本低廉、易掌握,调试和维修比较方便简单,已广泛应用于数控机床.数控机床集计算机技术、电子技术、自动控制、传感测量、机械制造、网络通信技术于一体,是典型的机电一体化产品。它的发展和运用,开创了制造业的新时代,改变了制造业的生产方式、产业结构、管理方式,使世界制造业的格局发生了巨大变化。现代的CAD/CAM、FMS、CIMS等技术都是建立在数控技术之上。数控技术水平的高低已成为衡量一个国家制造业水平的核心标志,实现加工机床及生产过程的数控化,已经成为当今制造业的发展方向。
关键词:数改造;数控车床;步进电机控
As to the NC transform of CM 6132 precise lathe, vertical and horizontal motion system are concerned including mechanism part and NC part. As for as the mechanism part is concerned, in order to decrease the friction and increase the motion precision, ball guide screw is adopted. As to the NC part, open loop control system is adopted in NC system. There is no feedback circuit and test and determining facilities with one-way instruction signal transmission.The open loop system is mainly droved by stepper motor, which is of simple structure, low cost, easy learning with simple preliminary test and maintenance. It is widely used in NC lathe.
【Key words】 Numerical control innovation NC lathe Stepper motor
目 录
第1章 绪 论
1.1 数控机床的发展
1.2 普通机床数控改造的必要性
1.3 数控机床的发展趋势
第2章 总体方案设计
2.1 计算参数和技术要求
2.2 总体方案的拟定
2.2.1 机械部分改造
2.3 基本参数的确定
2.3.1 运动参数
2.3.2 动力参数
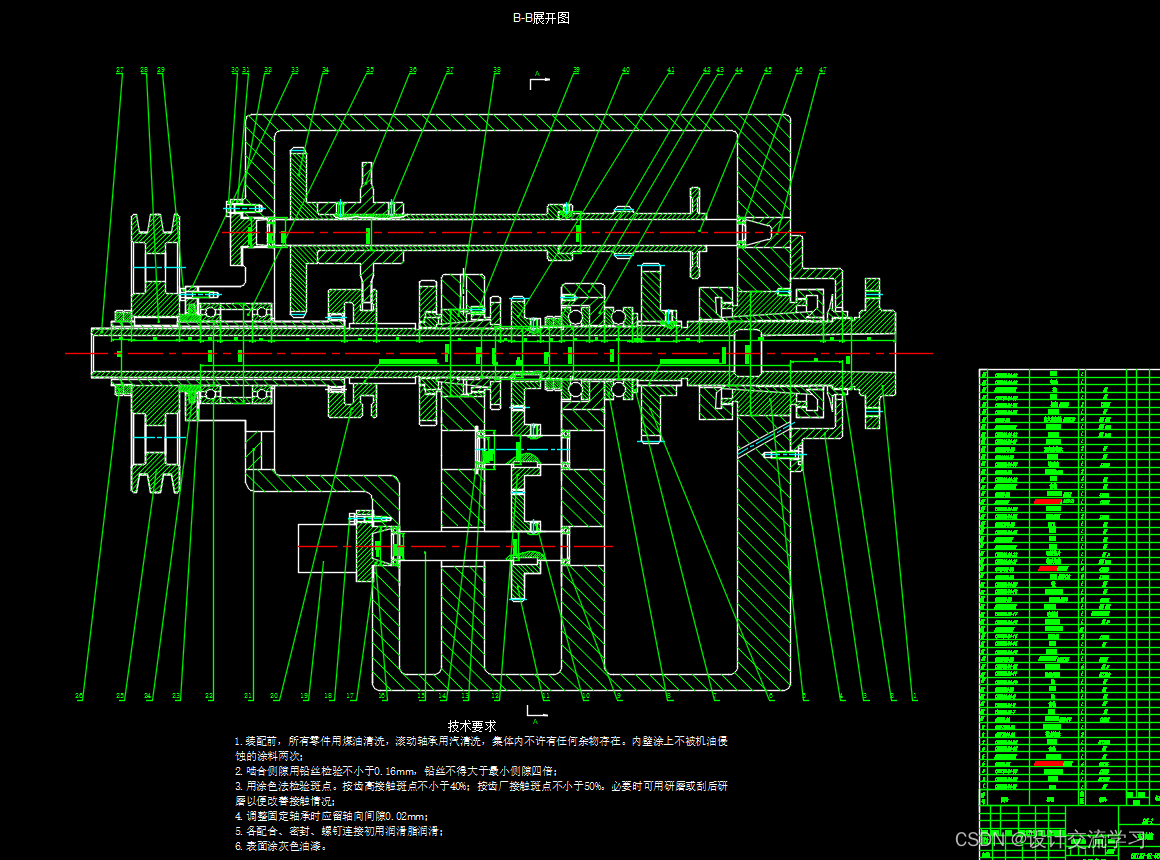
第3章 主传动系统设计
3.1 带轮及带的计算
3.2 齿轮校核
3.2.1 校核齿面接触疲劳强度
3.2.2 校核齿根弯曲疲劳强度
3.3 轴的校核
3.4 键的校核
第4章 控制原理设计
4.1 数控系统的基本硬件组成
4.1.1 单CPU系统的组成
4.1.2 数控系统的选用
4.2 步进电机的控制
4.2.1步进电机的工作原理
4.3 键盘及显示器接口
4.3.1 键盘接口电路
4.3.2 液晶显示模块的工作原理
第5章 经济技术分析
5.1 产品结构改造的合理化
5.2 提高技术经济价值的方法
5.3 产品成本核算
5.4 产品年利润
结论
致谢
参考文献
附录1
前言
随着电子技术和自动化技术的发展,数控技术的应用越来越广泛。以微处理器为基础,以大规模集成电路为标志的数控设备,已在我国批量生产、大量引进和推广应用,它们给机械制造业的发展创造了条件,并带来很大的效益。但同时,由于它们的先进性、复杂性和智能化的特点,在维修理论、技术和手段上都发生了飞跃的变化。
数控机床自20世纪中期诞生以来,它们数控系统随着电子器件的更新换代也不断发展。特别是超大规模集成电路技术和微处理器引入数控系统,以及直流和交流伺服驱动技术的成熟,大大地推动了数控机床的发展。今天数控机床已发展为一种高度机电一体化的典型产品,成为现代生产系统得基本单元,成为支撑先进技术的基础核心设备。
20世纪后半期, 数控机床不仅品种多,而且产量迅速发展,同期世界数控车床拥有达100万台,品种有1500种,数控机床的年产量近15万台。美国在1983年的机床拥有量比1973年下降了23.1﹪,而同期数控机床拥有量增加了2.6倍,日本1983年生产数控机床占机床品种数的65﹪,数控机床的产量(台数)占车床总产量的28.3﹪,数控机床的产值为车床总产值的70.9﹪。美国1989年机床拥有量为232678台,其中数控机床为2323566台;日本1987年机床拥有量为792975台,其中数控机床为70255台。到1994年,日本机床拥有量的数控化率达20.9﹪,美国、意大利均达10﹪以上。1995年我国机床拥有量达85.12万台,占22.2﹪。机床拥有量的数控化率为1.9﹪,金属切削加工数控化率达2.15﹪,成型机床的数控化率为1.02﹪。
据了解,2001年中国机床产值已进入世界前10名的第5名,机床消费额在世界排名上升到第3位,达47.39亿美元,仅次于美国的53.67亿美元,消费额比上一年增长25﹪。但由于国产数控机床不能满足市场的需求,使我国机床的进口额呈逐年上升态势,2001年进口机床跃升至世界第2位,达24.06亿美元,比上年增长27.3﹪。
1.3 数控机床的发展趋势
随着科学技术不断发展,数控机床的发展也越来越快,数控机床也正朝着高性能、高精度、高速度、高柔性化和模块化方向发展。高性能:随着数控系统集成度的增强,数控机床也实现多台集中控制,甚至远距离遥控。高精度:数控机床
本身的精度和加工件的精度越来越高,而精度的保持性要好。高速度:数控机床各轴运行的速度将大大加快。高柔性:数控机床的柔性化将向自动化程度更高的方向发展,将管理、物流及各相应辅机集成柔性制造系统。模块化:数控机床要缩短周期和降低成本,就必然向模块化方向发展,这既有利于制造商又有利于客户。
机床工业被称之为装备工业,装备工业又是技术密集、技术更新速度十分快的行业,面对入世和世界经济一体化的进程,必须在新一轮经济结构调整中找准自己的位置,加快发展、更新的频率,用“限普赠数”来加快集约化进程,促进装备工业的发展,参与世界经济竞争。我国近几年数控机床虽然发展较快,但与国际先进水平还存在一定的差距,主要表现在:可靠性差,外观质量差,产品开发周期长,应变能力差。为了缩小与世界先进水平的差距。
现在国内的主要先进的数控机床都是靠进口的,即使自己做的车床中的精密部件例如精密丝杠都是靠进口的,没法靠自己的技术来制造,这样大大限制了我国机床的水平和与国际竞争的能力
这样经济数控机床就显得尤为重要,不但可以节省资金而且技术水平不比大型数控机床简单,也能体现一个国家的机床水平,从简单向大型化, 复杂化,集成化发展奠定一定的技术。对现有老机床进行数控化改造费用低廉符合我国的国情,可以普遍提高我国的数控人员。
第2章 总体方案设计
2.1 计算参数和技术要求
(1)床身上最大加工直径320㎜
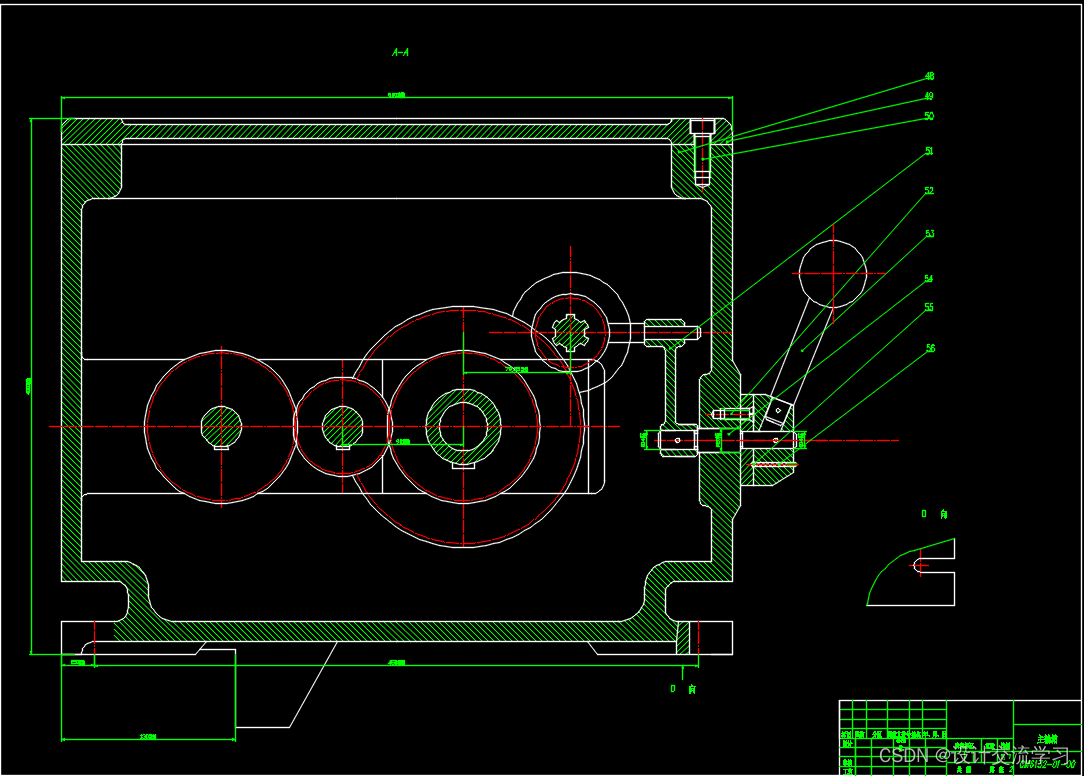
(2)主传动系统保持主轴箱内背轮机构不变,取消变速箱,用变频调速电机实现无级调速。
(3)拆掉进给箱、溜板箱改用步进电机驱动纵、横进给,脉冲当量≦0.01
总体方案的拟定
数控机床主要用于轴类、盘类件的加工,能自动完成外圆柱面、内孔、锥面、圆弧面
2.2 总体方案的拟定
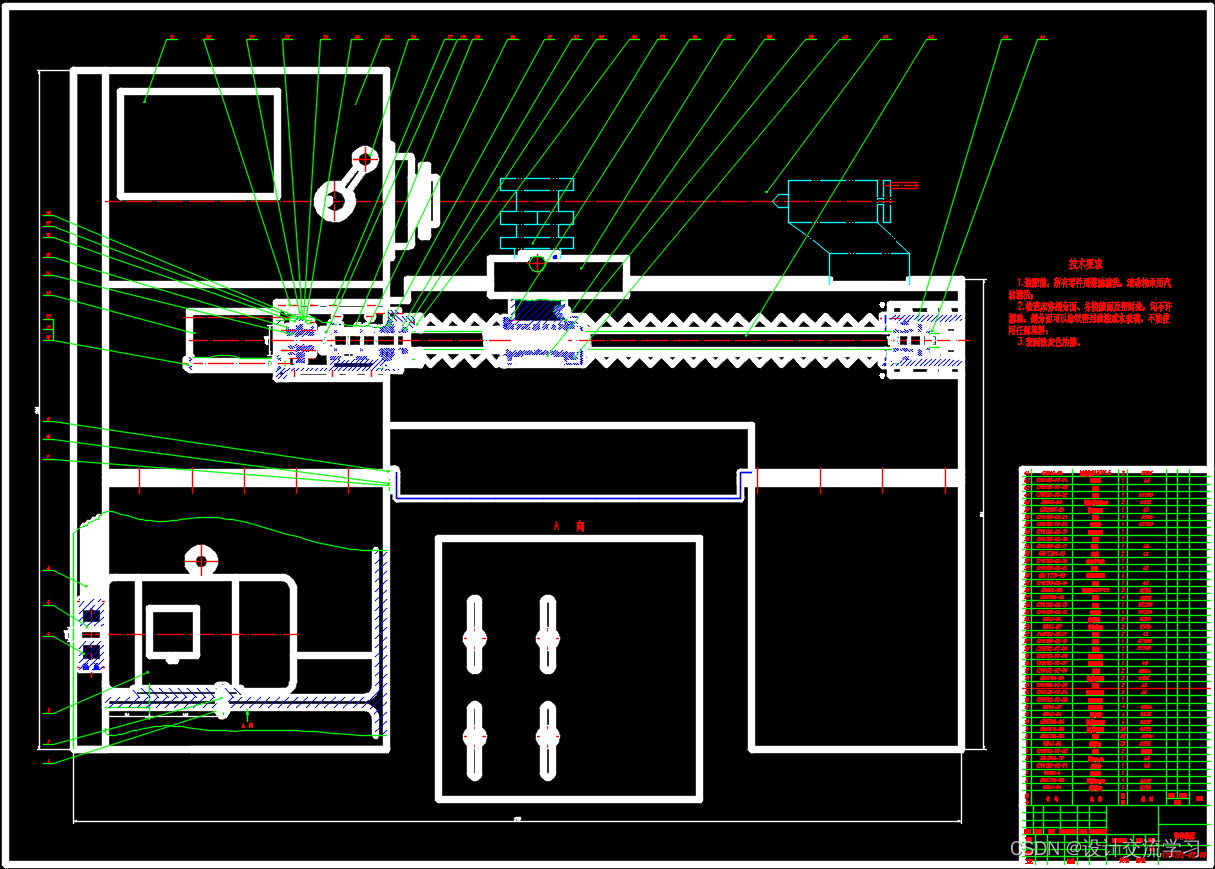
数控机床主要用于轴类、盘类零件的加工,能自动完成外圆柱面、内孔、锥面、圆弧面、螺纹等工序的粗细加工,并能在外圆柱面或端面上进行铣、钻孔、铰孔等工作,可以实现回转体零件在预先加工好定位基面后,一次装夹下完成从毛坯到成品的全部工序。因此,能够极大地提高生产率。本项研究的对象——CM6132车床,主要用于对小型轴类!盘类以及螺纹零件的加工。
2.2.1 机械部分改造
(1)主轴伺服系统的改造
拆去原床身的变速箱、进给箱、三相异步电动机,主轴箱继续保留使用,变频调速电动机、原进给机构输出端接脉冲发生器。由于采用了先进的数控系统、变频调速系统电动机驱动主轴进给系统,主轴的变速特性变佳,实现了无级调速。
这篇关于CM6132型精密车床主传动系统数控改造设计的文章就介绍到这儿,希望我们推荐的文章对编程师们有所帮助!