本文主要是介绍炼钢工艺流程入门(1),希望对大家解决编程问题提供一定的参考价值,需要的开发者们随着小编来一起学习吧!
1. 工序简略词
BF(Blast Furnace):高炉
KR(Kambara Reactor):脱硫
BOF(Basic Oxygen Furnace):氧气顶吹转炉炼钢法
LF(Ladle Furnace):钢包精炼炉
CCM(Continuous Casting Machine) :连铸机
2. 软处罚约束与硬处罚约束
若同一计划中相邻板坯的钢种、宽度、厚度的跳跃,若超过允许跳跃的极限值,则该解不能被系统容忍。反之软惩罚约束条件是可以忍受的,参与到模糊综合评价中。另一种硬惩罚约束描述如下:通过评价过程F计算后日计划池中可编排的单元计划数为M,初始种群为A0,若经过对A0优化后,用F评价后发现日计划池中的可编计划数小于M-1,则此解无效。要重新安排解中的烫辊材的数量,再进行计算。
3. 热轧调度
在满足某些约束(日计划池、订单和板坯设计要求、轧辊信息、排产规则、在炉时间、预定的完成时间、板坯库资源等)条件下对虚拟板坯进行符合轧制工艺要求的排序,按照排序的次序给它们分配资源和时间,并且使某个执行目标达到最优(如总的执行时间最短、轧制公里数最大化等等)。
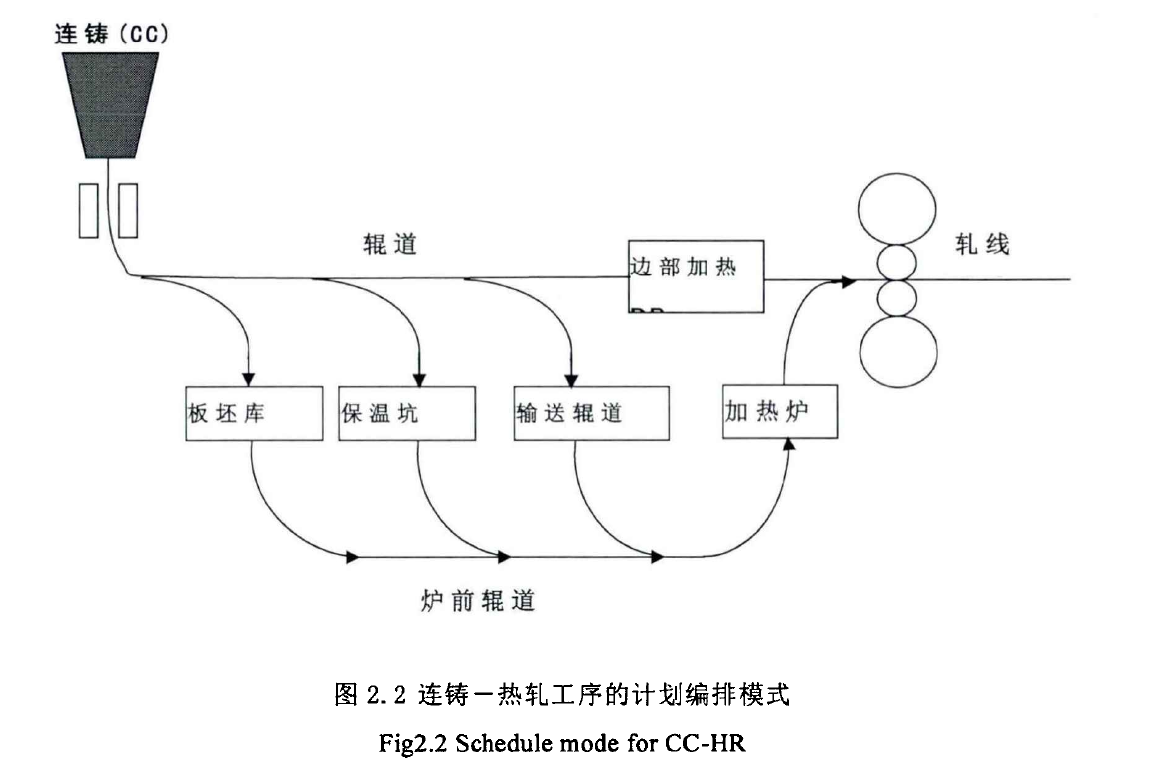
4.热轧计划的编制模式
(1)模式1:连铸直接轧制(CC-DR)
CC-DR(Continuous Casting-Direct Rolling)是指将高温无缺陷铸还或经过高温热清理后的铸坯按出坯顺序,不经过加热炉加热(只经过铸坯边角部温度补偿,铸坯温度(1150-1200 摄氏度),就直接轧制。
(2)模式2:连铸直接热装炉轧制(CC-DHCR)
CC-DHCR(Continuous Casting-Direct Hot Charge Rolling) 是指将高温无缺陷铸坯或经过高温热清理的铸坯,按出坯顺序,直接装入加热炉(装炉温度700-1000 摄氏度)加热,再进行轧制。这是目前连铸与热轧间的最佳衔接方式。
(3)模式3:连铸热送装炉轧制(CC-HCR)
CC-HCR(Continuous Casting-Hot Charge Rolling)当连铸生产计划与热轧轧制计划的衔接上存在一段时间差时,高温连铸坯也无法直接装入加热炉。为了减少热能损失,可将热坯放到保温坑中存放一段时间,装入加热炉内(装炉温度400-700 摄氏度)加热后再进行轧制。这样既使热能得到保存,又在时间上得以缓冲。
(4)模式4:连铸冷装装炉轧制(CC-CCR)
CC-CCR(Continuous Casting-Cold Charge Rolling)是指连铸还因种种原因无法在高温情况下送入热轧加热炉的铸坯,以及需低温清理的铸坯,离线放入板坯库,再按照轧制计划从库中调坯,装入加热炉(装炉温度低于400摄氏度)加热,再进行轧制。有些产品根据工艺要求只能放冷后再装炉也属于此种方式。
(5)模式5:混合轧制模式(CC-MR)
轧制方式有可能是上述四种基本方式的混合,其中最普遍采用的是混合轧制方式CC-MR(Continuous Casting-Mixed Rolling mode),也就是冷装坯与直装坯或热装坯混合形成同一轧制单元。
5.背包问题
(1) 01背包问题
有N件物品和一个容量为V的背包。每种物品有且只有一件,第i件物品的费用为c,价值为w。求解将哪些物品装入背包可使这些物品的费用总和不超过背包容量,且价值总和最大。
(2) 多背包问题
有N种物品和一个容量为V的背包。第i种物品最多有n件可用,每件费用是c,价值是w。求解将哪些物品装入背包可使这些物品的费用总和不超过背包容量,且价值总和最大
(3) 有序多背包问题
有N种物品和一个容量为V的背包。第i种物品最多有n件可用,同时背包内物品的顺序作为必须考虑的条件,不同的顺序会产生不同的价值及费用,求解将哪些物品按顺序装入背包可使这些物品的费用总和不超过背包容量,且价值总和最大。
一个单元计划以一次换辊周期为时间间隔,以该轧制周期内所使用轧辊的最大允许损耗量(在不能计算轧辊损耗量的情况下简化为轧制公里数)为限定条件,我们可以将热轧单元计划的编制过程数学归纳为一个有序多背包问题。
可轧制公里数为背包的大小,轧制重量乘以单位价格的和作为总价值,轧制单元计划的各种约束条件产生的惩罚值作为总费用,将单元计划的编制问题归纳为求解背包问题,使总价值最大,总费用最小。
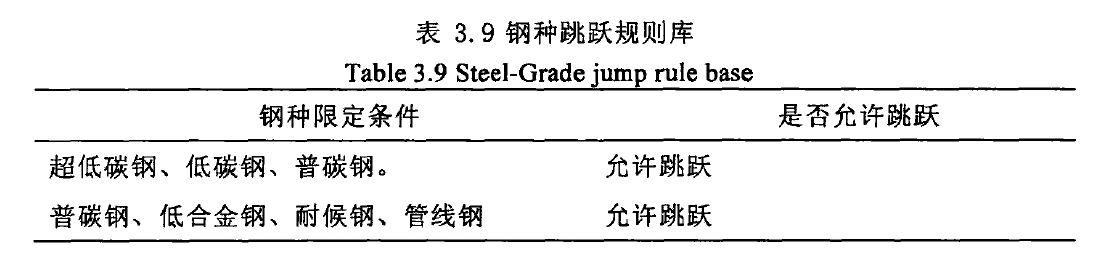
6.钢种跳跃规则库
参考论文:鞍钢1700mm热轧智能排产专家系统研究与实现(东北大学 韩日东)
这篇关于炼钢工艺流程入门(1)的文章就介绍到这儿,希望我们推荐的文章对编程师们有所帮助!








